
While engines from Ferrari, Lamborghini, Jaguar and other European automakers were routinely classified as “exotic” during the ‘60s and ‘70s, it’s rather awkward trying to define a comparable American powerplant from that timeframe. Of course, “muscle” was the predominant characterization of the popular and iconic big-block V8s built here in the colonies, and certainly those manufacturers across the pond will never be confused with torque and huge displacement in their engines. But why didn’t domestic automakers strive for high-revving V10 and V12 engines for their halo vehicles or even racecars?
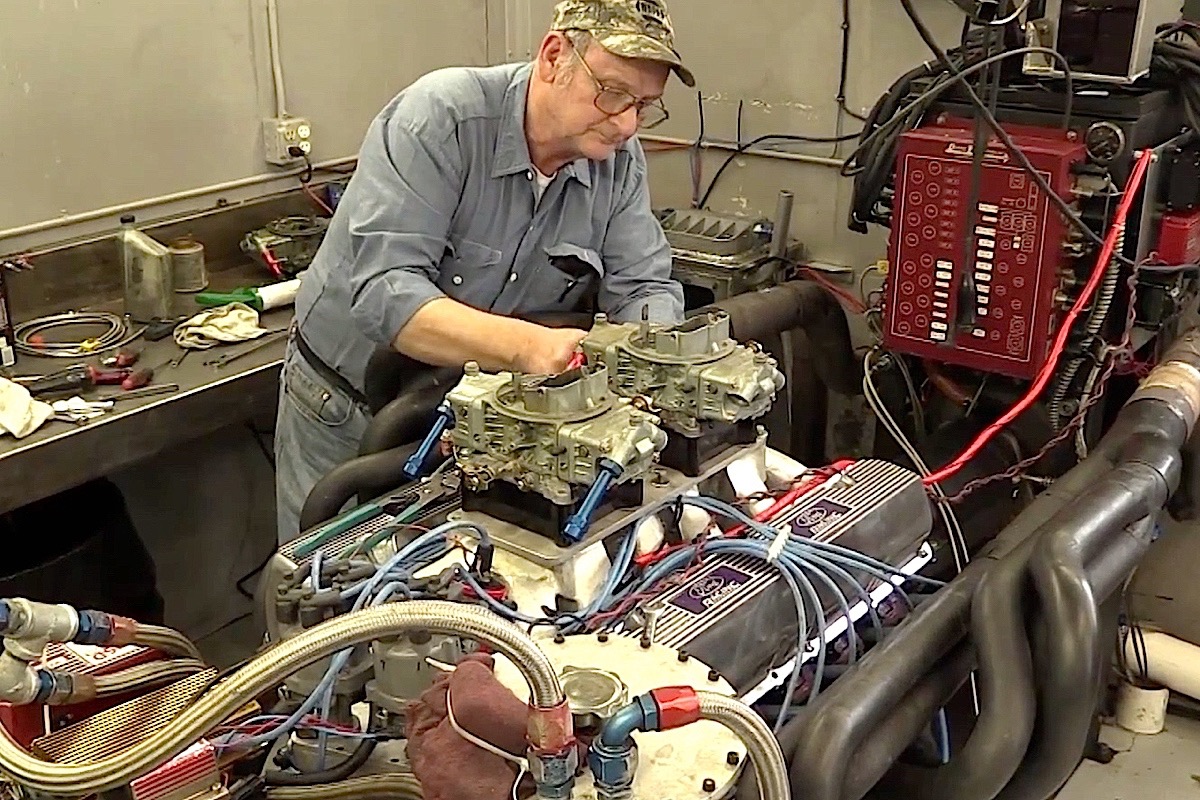
Jan Baker makes final adjustments on his homebuilt V12 that mated a pair of Ford small-blocks and three Cleveland cylinder heads.
“It would have been so easy for any of the Big 3 automakers to build a decent V12 to compete with Ferrari in those days,” says Jan Baker, a longtime engine builder based in Georgia who took matters into his own garage and built the 552ci Ford small-block V12 seen in the accompanying video from Horsepower Monster. “And I decided to do it with old-school technology.”
In other words, this is the engine that could have won at Le Mans in the Ford GT40 Mk IV instead of a 427ci FE engine. It pumps out nearly 700 horsepower and carries its distinctive odd-fire melody past 8,000 rpm. It’s built to run.


Dyno tests were conducted at Automotive Specialists with both a pair of Holleys and a vintage Autolite inline 4V carb.
The thought of beating Ferrari at its own game wasn’t Baker’s inspiration for building a cast-iron V12 in his garage. While working out of an engine shop called Torque-Man Enterprises in the ‘80s, Baker was approached by a customer seeking to build a V12 engine to compete in a new IHRA dragster class.
“That got me to thinking that it was feasible,” remembers Baker.
Zig-zag and doorstepping!
The class and the customer soon faded away, but watching clips of Ford trouncing Ferrari to win the 24 Hours of Le Mans revived that first inspiration. Baker then grabbed a tape measure and laid down a pair of Mexican-cast 302 blocks nose-to-tail on the garage floor.


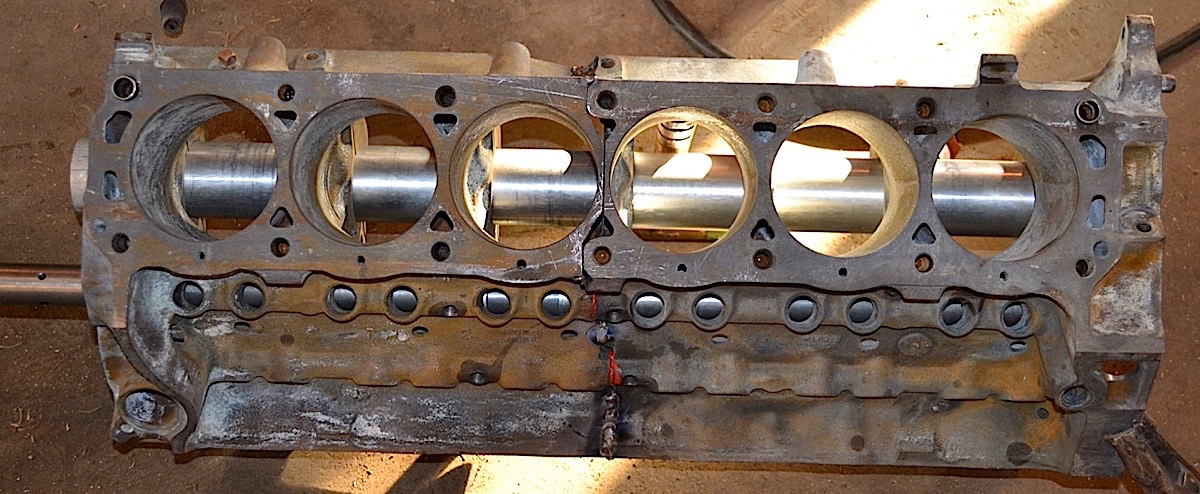
Here are two views of the blocks during the initial cutting process. The back two cylinders were cut off one block, and the front two cylinders were cut off the other.
The blocks were aligned with supports in both the mains and cam-bearing housings during the welding process. Note the intricate cuts to clear critical areas.

Close-up of the supports used to keep the blocks properly aligned during the welding.
“I chose the 302 blocks because the main bore was small,” says Baker. “If they didn’t line up after the welding, you could always bore them out and put in small-block Chevy bearings, or even go bigger with a Cleveland bearing. So, I had a couple of chances to get it right.”
Since one bank of cylinders is slightly offset from the other, mating the two blocks isn’t as simple as putting them on a bandsaw, making a couple of straight cuts and butt-welding them together. Baker carefully removed the #4 and #8 cylinders from what would be the front half of the engine, zig-zagging and “doorstepping” around the cylinders and lifter bores. For the rear half of the engine, he removed the #1 and #5 cylinders in a similar manner. Both halves were then put on a Bridgeport for final machining.

Here’s the block following the first round of welds.
“All this cutting gave me the room to put a nice chamfer on the material and have room to get in there and weld them back together,” says Baker. “The milling didn’t invade any critical areas. I didn’t have to put any sleeves in it.”
Baker was not able to access the oil galleys at the weld, however, so he plugged those internal ends. Oil is fed to the front and rear of the galleys with direct lines after converting the lubrication system to dual-pump, dry-sump arrangement.
While welding the blocks together, Baker kept them in alignment with a crankshaft-sized mandrel in the mains and other supports in the cam journals.
“There was very little problem getting the mains to line up,” says Baker. “I only had to cut three of the seven caps to get back to size. The cam tunnel was another story.”
Turns out the rear cam-bearing housing was .015-inch lower than the front, leaving the camshaft in a downhill slope. Baker had to enlarge some of the openings to provide a straight shot for the bumpstick. Final block prep included fabricating a girdle to strengthen all seven 2-bolt mains.
We have the firing order
Henry Velasco machined a billet 120-degree, 3.50-inch-stroke crankshaft that supports a set of 5.565-inch long Howard’s connecting rods.
“Those could have been the last set of rods Bobby Johansen ever made [before retiring],” praises Baker, noting that the rods have small-block Chevy bearings and Toyota wrist pins to hold the custom 4.090-inch Arias pistons.
Donnie Johansen of Howard’s Cams machined the tool-steel billet camshaft.

Here’s the block fully welded.
“That was probably the hardest part of the entire operation,” says Baker. “It’s an odd-fire V12, so just trying to figure out where to put the lobes.”
Baker also thought of the camshaft durability when finalizing the ignition and lubrication after fabricating a unique gear drive that supports a pair of 6-cylinder distributors to ignite the 12 cylinders (1-7-5-11-3-9-6-12-2-8-4-10 firing order).

Closer look at the early welding.
“I felt like the cam gear wouldn’t be up to the task of pulling two distributors and an oil pump,” says Baker. “I put in the dry sump to get some load off the distributor gear. I use two pumps, and the second one is pretty much just for vacuum.”
Three 1972 Cleveland cylinder heads were cut up to make the final two heads for the V12. Baker ported the finished heads and fitted them with Manley valves. The first intake manifold was fabricated from exhaust tubing and supported six Evinrude 2-barrel carbs used on outboard motors.
“I always wanted to mate those carbs to a 4-cycle engine,” he says.
Of course, the problem is that the marine carbs were designed for a 2-stroke engine that utilize a reed valve to keep the piston from pushing the air-fuel mixture back up through the intake.

And here’s the custom billet crankshaft from Velasco Crankshaft Service.
“The outboards require a rich mixture because the airflow starts and stops so much,” explains Baker. “I leaned the carbs down 20 percent even before putting them on the intake. It could get it to idle and it was decent on the intermediate circuit. But when it hit the high-speed jets it was so rich the engine flooded and shut off.”

View of the block, heads and crankshaft before assembly prep.
Friends helping out
Baker is good friends with the crew at Automotive Specialists, and they let him cut up a couple NASCAR intakes and weld them together. At first Baker tried a couple of vintage Autolite inline 4V carbs that were made famous on the cross-Boss intake.
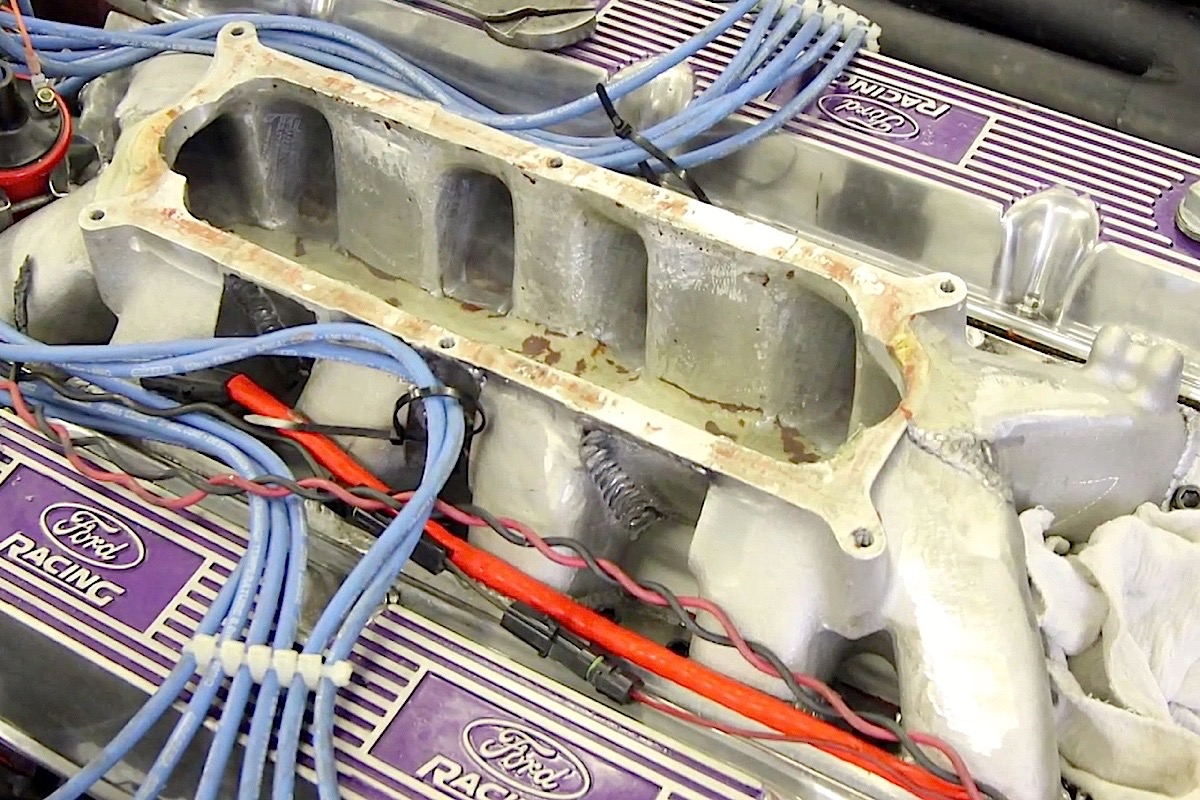
The intake manifold was fabricated by cutting up a few NASCAR intakes.
“It made a little over 500 horsepower with the inline,” says Baker. “It didn’t run as well as we thought. I think the plenum is too small for the inline.”
Baker whipped up a pair of more familiar Holley 750 carbs, built a quad set of 2-inch-diameter, 36-inch 3-into-1 headers and fine-tuned the engine to 697 horsepower at 6,900 rpm with 576 lb-ft peak torque at 5,400 rpm — all on pump gas with the engine’s 10.5:1 compression ratio.
“The only reason I built collectors to join the tubes on each side was to get the engine on the dyno,” says Baker, noting that local noise restrictions forced him to route the spent gasses into a set of mufflers. “I’m confident that hurt it some.”

Baker tried to run six Evinrude 2-stroke carbs but couldn’t lean the fuel mixture enough for the 4-stroke cycle.
Baker’s goal was to keep the entire project period correct, and that certainly took some extra work. For example, he could have easily used a crank trigger and coil-on-plug to simplify the ignition.
“Everything is ‘70s technology,” he boasts.
What kind of home does Baker have planned for this unique engine? It’ll go into a custom kit car, hopefully styled after the Ford GT40. Baker already has a transaxle from a Cadillac Eldorado, and the oil pan on the V12 was notched to clear the tranny’s third member. Baker estimates the engine will sit higher than if he used a conventional transaxle like a Hewland, but the distance between the rear bulkhead and the water pump will be similar.
“Also, there used to be a 500-cubic-inch engine on that transaxle,” adds Baker. “So, it should have plenty of guts to handle what we give it.”
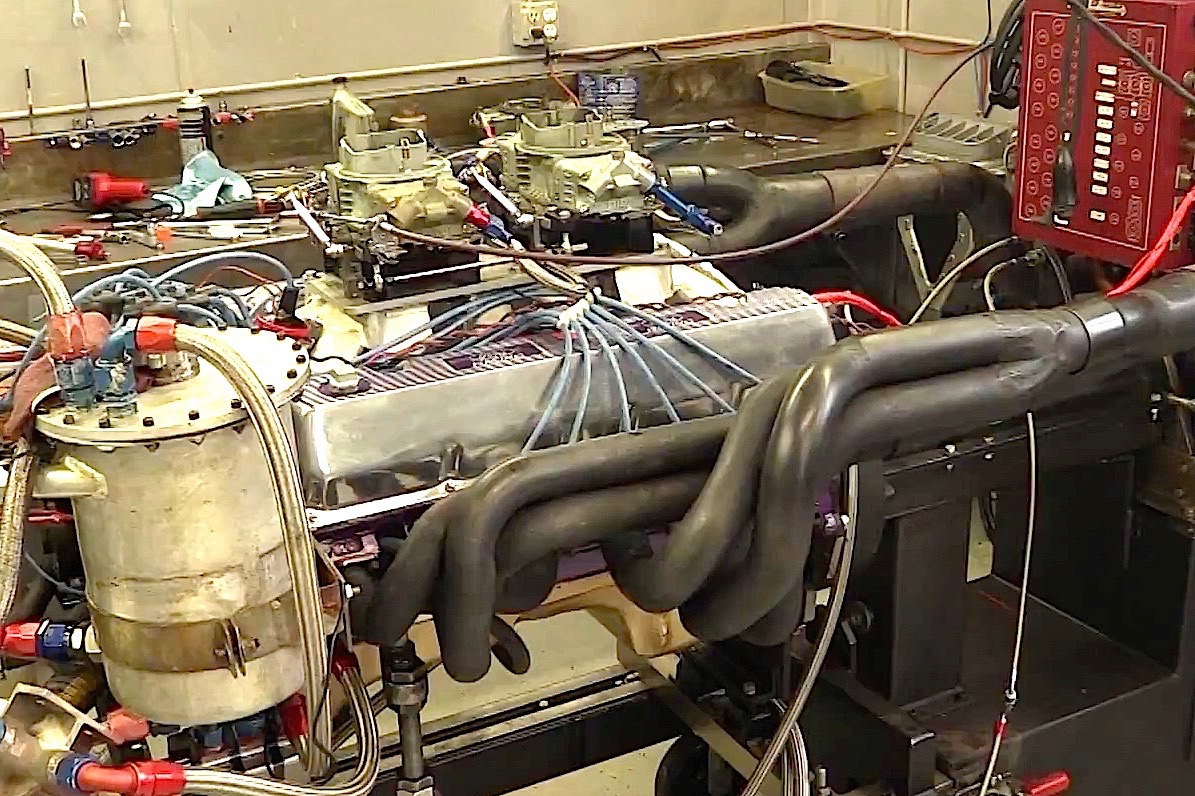
Headers were made from 2-inch tubing and mated into a common collector on each side for the dyno tests.













