
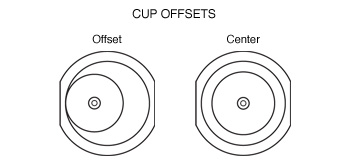
Jesel’s informative tech tip page explains difficult topics like pushrod cup offsets and oil circuits in lifters.
Close tolerances in manufacturing can’t be measured with the naked eye, and Jesel‘s lifters are produced in small, quality controlled lots held to tolerances as low as .0001-inch. Impossible to notice by sight alone, but your high performance engine will know the difference.
Let’s take a closer look at Jesel’s lifters – closer than the human eye can see – at the standard features of Jesel’s full line of lifters.
- All of the lifters Jesel has manufactured since 1995 have an internal oiling circuit that feeds pressurized oil to the needle bearings in the roller insuring constant lubrication. There is also a feed hole that sprays oil to the outside diameter of the roller to help prevent cam lobe wear.
- All of the lifter components, with the exception of the needle bearings, are manufactured in Jesel’s Lakewood, New Jersey facility on dedicated CNC machining centers.
- The pushrod seats are low in the lifter body. The closer the pushrod pivot point is to the bottom of the roller, the less leverage there is for the body to “rock” in the lifter bore.
- Most lifters purchased after June, 2007 can be fully rebuilt. The procedure takes about a week and is only done in Jesel’s Lakewood, New Jersey facility.
- All Jesel lifters feature an internal locking pin that secures the axle to the body. With this design, external snap rings and spirolocs that occasionally come loose causing severe engine damage is eliminated.
- Jesel lifters use a larger diameter roller. The larger the diameter, the stronger the roller due to an increased cross sectional area between the I.D. and the O.D. of the roller. A larger diameter roller rotates slower and reduces the loads needed to open the valvetrain.
Jesel’s tech page is filled with excellent tech tips and explanations on valvetrain selection, maintenance and frequently asked questions. For instance, topics in the lifter section range from what type oil to use with Jesel lifters to the proper amount of lifter to bore clearance is needed. If you’ve always wondered about installing oil restrictors, Jesel’s tech tip page provides the answer.














