
 TECH5 is a regular feature where EngineLabs asks industry leaders five technical questions. This week’s guest is Trey McFarland, sales manager for Mahle Motorsports.
TECH5 is a regular feature where EngineLabs asks industry leaders five technical questions. This week’s guest is Trey McFarland, sales manager for Mahle Motorsports.
EngineLabs: PowerPak pistons are made from either 4032 or 2618 aluminum alloy. Please explain the pros and cons of each alloy and why certain applications get the 2618?
McFarland: These two alloys are similar in many respects. In terms of overall strength the 2618 edges 4032 out by a small margin. Silicon content makes up the main effective difference with the 4032 alloy containing 12-13 percent silicon compared to 2618 alloy having 0.2 percent or less. Silicon reduces heat expansion, while being hard increases wear resistance. The decrease in expansion allows for tighter clearances, reduced wear on both the piston and bore, also resulting in quieter operation. The hard silicon element greatly helps to increase the number of heat cycles  the piston can endure before ring grooves and skirts start to distort. This makes the 4032 alloy well suited for a wide range of applications from street performance to upper level sportsman racing. The 2618 alloy is more malleable, allowing it to flex and move under extreme loads further and more frequently before reaching the point of fracture. This gives the 2618 alloy a greater resistance to the shock loads of detonation. The compromise is that the alloy softens at a much faster rate, allowing the piston to distort more rapidly. This makes the 2618 alloy best suited for extreme-duty race applications where the engine will be serviced on a regular schedule. Mahle uses the 2618 alloy for extreme-duty applications or those that have a high likelihood for experiencing aggressive and or frequent detonation. Due to the increased wear resistance and longevity characteristics of the 4032 alloy, Mahle uses this alloy on a wider scale.
the piston can endure before ring grooves and skirts start to distort. This makes the 4032 alloy well suited for a wide range of applications from street performance to upper level sportsman racing. The 2618 alloy is more malleable, allowing it to flex and move under extreme loads further and more frequently before reaching the point of fracture. This gives the 2618 alloy a greater resistance to the shock loads of detonation. The compromise is that the alloy softens at a much faster rate, allowing the piston to distort more rapidly. This makes the 2618 alloy best suited for extreme-duty race applications where the engine will be serviced on a regular schedule. Mahle uses the 2618 alloy for extreme-duty applications or those that have a high likelihood for experiencing aggressive and or frequent detonation. Due to the increased wear resistance and longevity characteristics of the 4032 alloy, Mahle uses this alloy on a wider scale.
 EngineLabs: As head designers strive for smaller combustion chambers, how does this trend affect piston design?
EngineLabs: As head designers strive for smaller combustion chambers, how does this trend affect piston design?
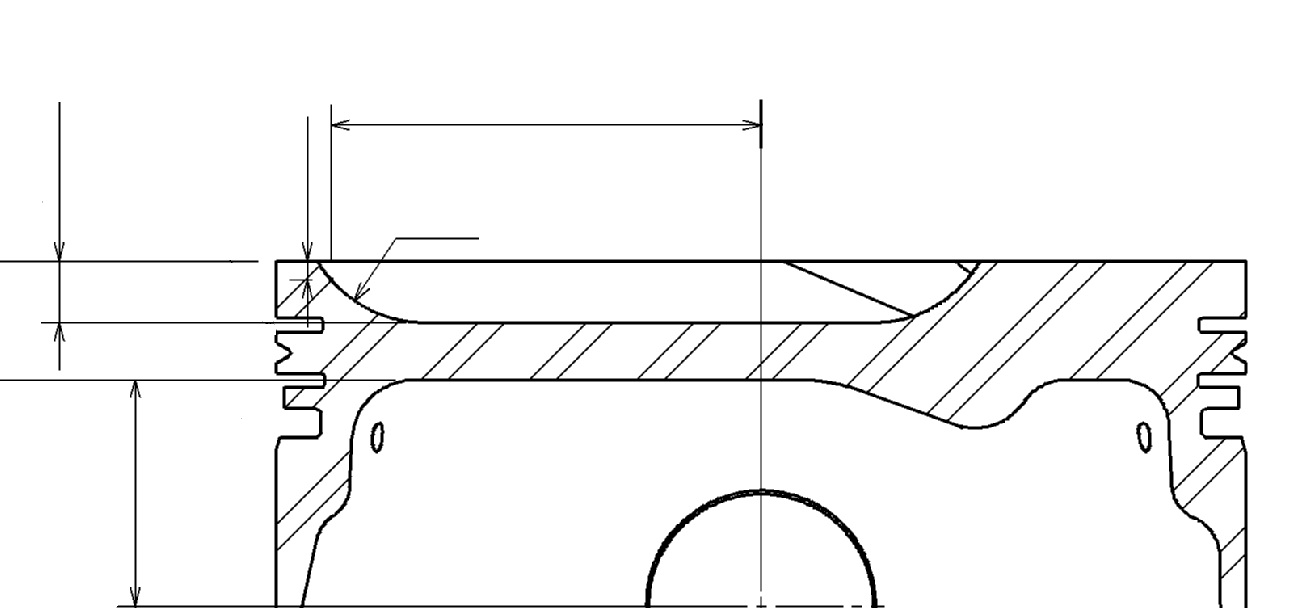
McFarland: For high-compression motors, there’s a definite advantage to removing the piston dome and being able to run a flattop or shallow dish. When these same heads are used in other applications, there will have to be compromises, depending on the stroke/rod configuration used and the desired compression ratio. Long stroke/short CH pistons have physical limitations to how much dish volume is available before you start to run into the top of the connecting rod. Larger volumes in the pistons also result in less available quench area.
![]() EngineLabs: Many engine builders don’t calculate or even consider piston speed when designing an engine. Briefly what are the red flags they should be aware of in typical V8 performance engines?
EngineLabs: Many engine builders don’t calculate or even consider piston speed when designing an engine. Briefly what are the red flags they should be aware of in typical V8 performance engines?
McFarland: The factors that influence the inertial limits of the piston are piston speed, mass, and material available under the pin. The Mahle forging design, with the narrow pin bosses that allow us to use shorter/lighter pins, also dictates that we leave more material under the pin than a comparable piston with a longer pin, to achieve the same cross section for inertial strength. However, not all crankshaft counterweights are created the same, and available clearance can be an issue. When this is the case, more extensive machining is usually required to provide a lighter piston to balance the inertial forces.
EngineLabs: Are there any other calculations engine builders should have when ordering race pistons?
McFarland: Fortunately, most of the calculation work can be done internally (by the piston supplier). A few examples of those calculations would include; compression ratio, compression height or compression distance, piston speed and counterweight clearance as previously mentioned, piston to valve clearance, and piston pull-out of the cylinder for long stroke applications. The engine builder’s contribution is to provide all the data required for those calculations, which can be an extensive list depending on the complexity of the application.
 EngineLabs: The number of piston surface treatments can get confusing. Is there a tradeoff between friction reduction and enhancing durability when choosing between coatings?
EngineLabs: The number of piston surface treatments can get confusing. Is there a tradeoff between friction reduction and enhancing durability when choosing between coatings?
McFarland: Friction reduction is often viewed only as a performance enhancement. But when employed to stop galling, seizures or reduce wear, then durability can also be enhanced. Loss of adhesion is generally the only concern with a friction reducing surface treatment negatively effecting durability. If the application 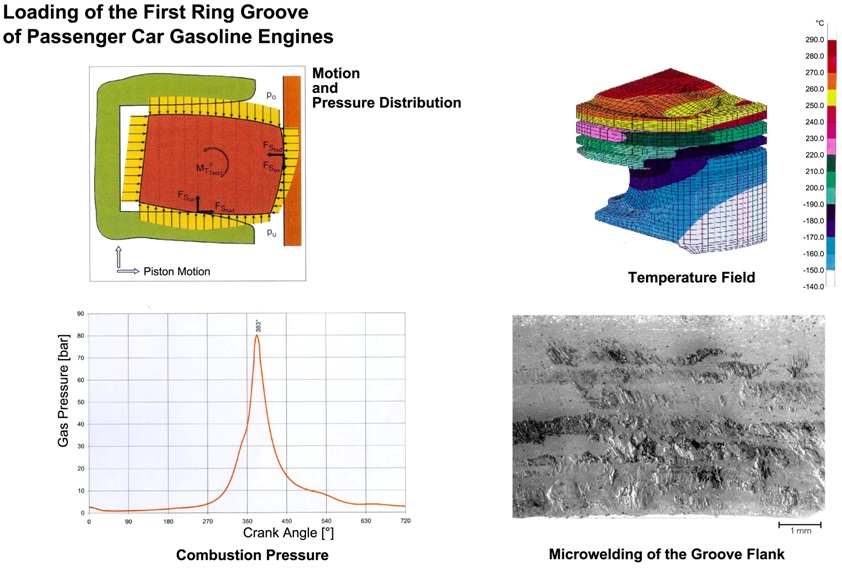 requires the coating to meet longevity goals and the coating looses adhesion, the unprotected surface(s) can experience issues leading to failure. Mahle uses four different coatings for reducing friction and increasing durability. A phosphate dry film lubricant is applied on all PowerPak applications to protect against galling in the pin bores and micro-welding in the ring grooves. On extreme-duty applications with greater heat and pressure loads, especially when the more malleable 2618 alloy is used, the top ring groove is hard anodized. The majority of the applications are treated with Mahle’s Grafal® skirt treatment (shown below) that reduces friction, and due to its cushioning property also reduces wear on the piston and bore. For applications that will be used in an aluminum bore block, Mahle’s GoldSeries (Ferroprint®) treatment is applied. These surface treatments have been extensively tested for adhesion in a wide range of applications and are widely used in numerous original equipment engines with longevity requirements from 100,00 – 1,000,000 miles.
requires the coating to meet longevity goals and the coating looses adhesion, the unprotected surface(s) can experience issues leading to failure. Mahle uses four different coatings for reducing friction and increasing durability. A phosphate dry film lubricant is applied on all PowerPak applications to protect against galling in the pin bores and micro-welding in the ring grooves. On extreme-duty applications with greater heat and pressure loads, especially when the more malleable 2618 alloy is used, the top ring groove is hard anodized. The majority of the applications are treated with Mahle’s Grafal® skirt treatment (shown below) that reduces friction, and due to its cushioning property also reduces wear on the piston and bore. For applications that will be used in an aluminum bore block, Mahle’s GoldSeries (Ferroprint®) treatment is applied. These surface treatments have been extensively tested for adhesion in a wide range of applications and are widely used in numerous original equipment engines with longevity requirements from 100,00 – 1,000,000 miles.














