
 TECH5 is a regular feature where EngineLabs asks industry leaders five technical questions. This week’s guest is Richard Maskin, former Pro Stock engine builder and founder of Dart Machinery.
TECH5 is a regular feature where EngineLabs asks industry leaders five technical questions. This week’s guest is Richard Maskin, former Pro Stock engine builder and founder of Dart Machinery.
EngineLabs: How did you address windage problems inherent in the factory LS block when you designed the Dart LS Next block?
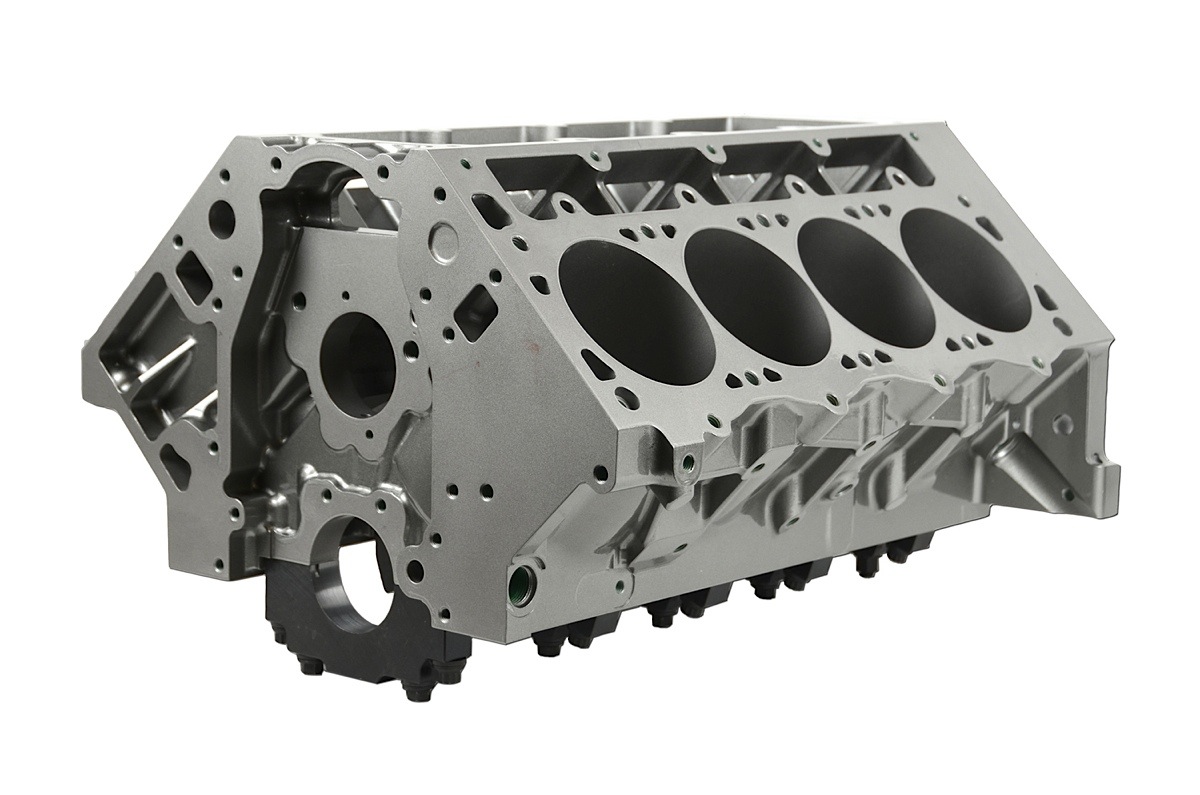
The Dart LS Next block combines the late-model performance capability with Gen I-style bottom end.
Maskin: The first LS had problems with oil staying in suspension and not returning to the pan because of the windage in the Y-block design. GM’s first attempt to fix it was making the crank with hollow mains, like a racing crank, which allowed the engine to communicate from bay to bay. Then they put the windows in. When we cut the pan rails of the LS, all the problems were fixable. But windage is the tip of the iceberg. A stock LS engine with any performance value; say, making 600 horsepower at 6,500 rpm, takes 17 to 20 gallons to lubricate engine, of which 10 gallons or more is leaking by bearings, lifters and such. That’s ridiculous. Fixing the windage allowed us to do a lot of other things, like run a stepped main oil galley so we can have both volume and pressure. We’re building the first LX Next engine right now. It’ll have an external oil pump because I believe a stock LS pump would blow the filter off, since we’ve dramatically closed down the amount of oil this engine will need.  We’re keeping it in the 7-to-8-gallon range. Also, the iron block is capable of 9.5-inch deck, but because windows are gone the cylinder barrel is longer. So the effective deck height relative to other blocks is 9.875 inches. You can do a lot with that now. The aluminum block will have other features that will allow users to build bigger engines and do it correctly, like raising the cam. We didn’t want to do that to the iron block.
We’re keeping it in the 7-to-8-gallon range. Also, the iron block is capable of 9.5-inch deck, but because windows are gone the cylinder barrel is longer. So the effective deck height relative to other blocks is 9.875 inches. You can do a lot with that now. The aluminum block will have other features that will allow users to build bigger engines and do it correctly, like raising the cam. We didn’t want to do that to the iron block.
EngineLabs: What is the future of billet blocks, a technology which seems to be driving bore spacings out to 5.3 inches?
Maskin: The rules have set the limit at 5.3 inches, but with billet there are no rules. Billet is limited only by your imagination, so it’s fun stuff. They’re expensive engines, kind of like Top Fuel racing with doors. We’ve been making billet heads with water jackets for 5.2- and 5.3-inch bore spacings. They’re even lighter than castings but stop the failures associated with early castings. We stay busy with billet, but it’s a time-consuming product.
EngineLabs: What are your thoughts on the balance between high air-flow numbers and the “quality” of air flow when designing a cylinder head?
Maskin: We don’t have CFD analysis. We bought a wet flow bench years ago that can flow 500 cfm wet at 80 inches. We can empirically measure air flow, fuel flow, brake specific and color the fuel to watch it with a black light. By moving stuff around at that high of depression on the intake side, it allows you to see things you couldn’t see any other way. We’re watching where the streams of fuel go. It’s very strange what really works and how it looks. It’s actually two big streams not dispersed and atomized, like you think it would be. Also, we’ve found airflow on the intake side is secondary. The cross-sectional area and port shape is primary. On the exhaust side it changes dramatically
Dart founder Richard Maskin
EngineLabs: How so?
Maskin: Think of boosted setups. What’s going to change on the intake side? If anything, we can stand a little more size because it’s pressurized and probably fuel injected, so we can push the fuel and air in the cylinder. On the exhaust side, it’s still normally aspirated. We don’t have a pressure inducer for that, so that makes exhaust even more critical than in a normally aspirated engine. I can’t emphasize how important the exhaust side is.
EngineLabs: Pro Stock continues to run iron blocks, and racers have said you can’t make power with aluminum blocks. Please explain the problems and dynamics in Pro Stock?
Maskin: I don’t think that’s true any more — that you can’t make power with aluminum blocks. In Pro Stock, you’re limited to 4.900-inch bore spacing. Pro Stock engine builders run bores from 4.730 to 4.750 inches. That leaves .150 to .170 inch between the cylinders, and you can’t do that with aluminum. You have to use an iron block for stability. Now if you said, we’re going to have a 4.730-inch bore, keep the 500-cubic-inch limit but go to 5.00-inch bore spacing, then an aluminum block will run just as good. You can take a good CGI block and put a 4.800-inch OD sleeve in it after a miscue and still put a 4.730 bore. That’s only .030-inch per side, but behind it is a really good grade of cast iron. So, it works. With billet, you could probably get away with [4.900 bore spacing], but they’ll never allow billet in Pro Stock.













