
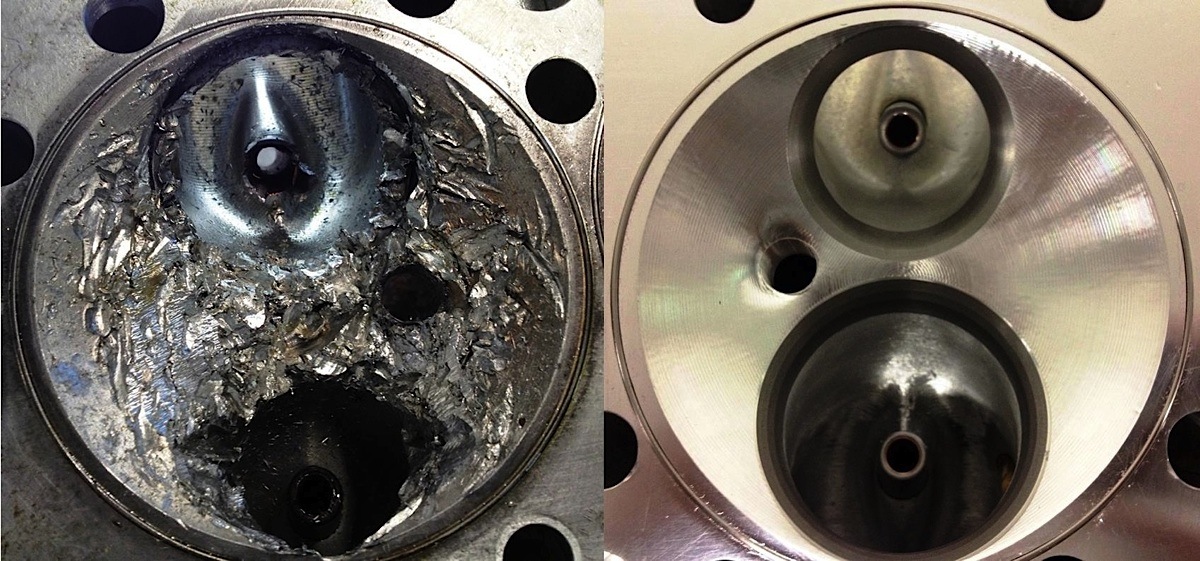
Here’s the original photo comparing the before and after work on a funny car cylinder head.
Was the work fake or authentic?
A few days ago, EngineLabs shared a before-and-after photo of damaged cylinder head on its Facebook page. The photo was originally posted by Noonan Race Engineering on its Facebook page. It was composite showing a closeup a heavily damaged combustion chamber and the finished repair work.
Within minutes, many readers were crying foul and charging that the two combustion chambers were not the same:
- “Not the same head. Pay attention to detail.”
- “Two different heads. Look at the holes are backwards.”
- “Wow, they even moved the spark plug and changed the bolt pattern.”
- “That is not the same head, and yes, I am a cylinder head tech.”
- “Not the same head, guys.”
- “Please tell how they are not the same head.”
Turns out that all the skeptics know less about photography than cylinder-head repair. Plenty of other readers noticed that the head was simply photographed from different sides.

The problem was simply a matter of perception. Noonan had photographed the heads from different sides. EngineLabs used Photoshop to rotate the damaged-chamber photo 180 degrees, and now the bolt and spark-plug holes match up.
Just to be sure, EngineLabs contacted Alan McCoy, operations manager and machinist at Noonan, a racing parts and engineering company based in Queensland, Australia. Noonan is best known for designing the X1 billet cylinder head used by Pro Mod and Top Alcohol racers.
“We find it quite amusing some of the comments that are seen on Facebook,” says McCoy. “The before and after photos that were posted are definitely the same chamber from the same cylinder head.”
The head is not an X1 but rather a competitor’s model used by nostalgia funny car racer Peter Leahy.
What caused the damage?
Cause of the damage is uncertain. McCoy says the usual culprit is bottom-end failure or over-revving. This head was brought in bare, but other times the Noonan technicians have to remove broken valve heads or bent valve stems. The next step is to replace damaged valve guides.
“These are a flanged steel guide with a guide liner inside,” explains McCoy. “If the guide is bent, we machine off the guide and flange down to the head on the valve-spring side with a manual mill and drive out the remaining guide into the port. This way the parent guide bore in the head does not get swaged by the bent guide.”
Noonan Race Engineering is known for its X1 cylinder head used in Pro Mod and Top Alcohol racing.


“Aluminum must be machined back to clean the material,” says McCoy, “to prevent impurities entering the weld.”
The chambers and insert recesses are then TIG welded to repair damage and build up sufficient material in the chamber.
“It’s important not to overheat the material to prevent a hardness dropoff,” says McCoy.
Noonan also designs and manufactures Pro Stock heads, valve covers and intake manifolds.


“If the heads are fairly tired, we generally recommend surfacing the heads .005-inch to .010-inch or so,” sums up McCoy. “Then we can re-machine all chambers and seats back to original heights, restoring the chamber volume to a like new condition.”
Noonan promised to photograph the steps for EngineLabs the next time a similar head case comes to the shop.













