

Helping EngineLabs build its technical library are the sister magazines in the Power Automedia group. We’ve selected the best stories from their vast archives to give us a solid foundation upon which to expand even further with more in-depth and comprehensive articles. Some of these archived stories cover long-term projects, such as this 388 LSX buildup. Technical editor Bobby Kimbrough has culled through the numerous stages of the 1,200-horsepower buildup to present a thorough wrap-up. If you want to dive even deeper into this project, check out the list archived stories. And be sure to take a look at all the other excellent articles contributed by the Power Automedia team. — Editor
The original project car that spurred the 388 LSX buildup came with an alcohol-fed, 1,000-plus-horsepower 415ci small-block Chevy boasting an F2 ProCharger. No doubt the engine was a solid bullet, but the goal was to be ultra-competitive in the PSCA/NMCA 275 Drag Radial and Wild Street classes. That meant assembling an engine capable of mid- to high 7-second runs.
After weighing the options and consulting with Virginia Speed, the team chose to work with the GM LSX platform and use mainly off-the-shelf style components developed to offer race-worthy strength at affordable prices.
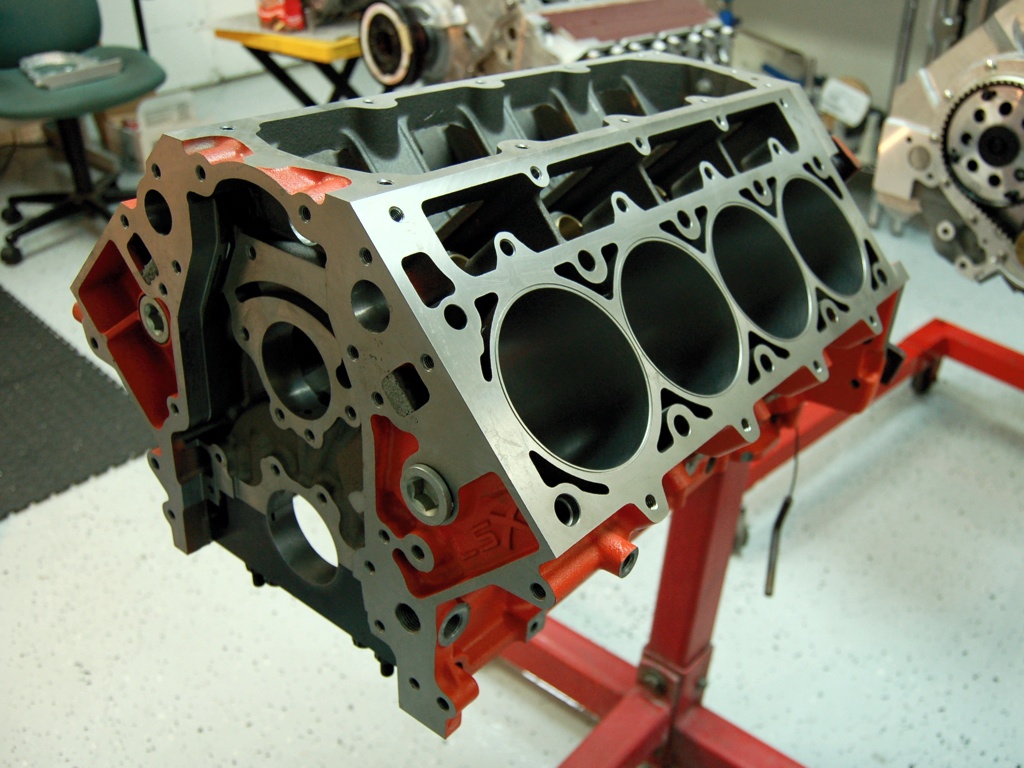
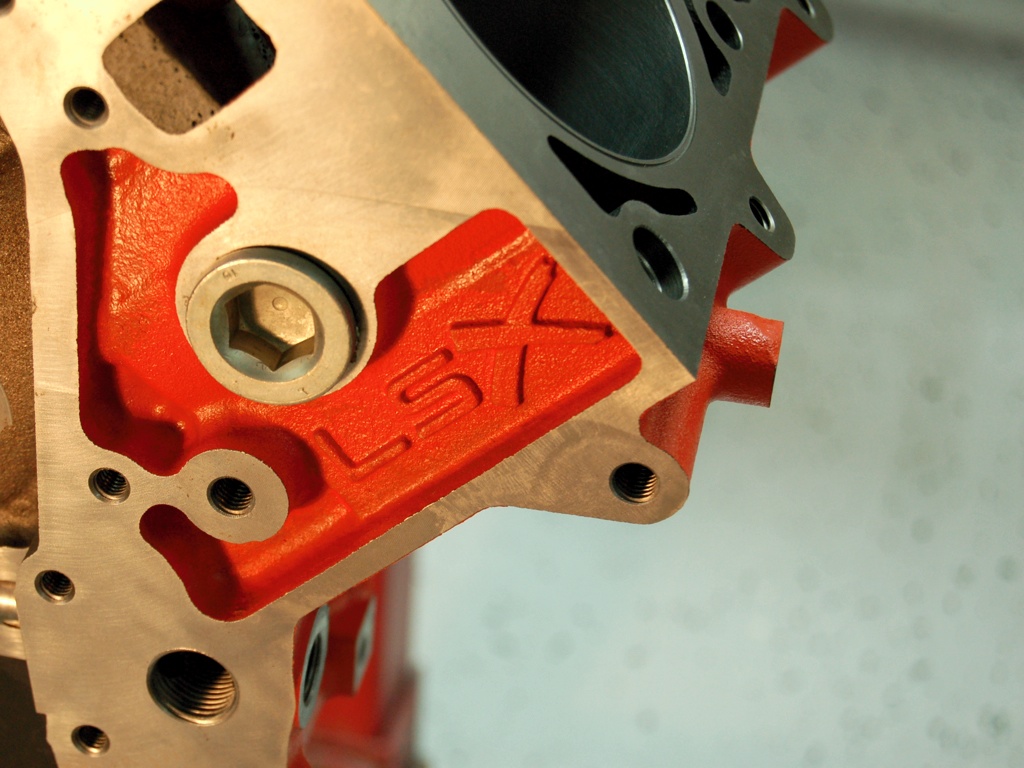 LSX Bowtie Block
LSX Bowtie Block
- Part #19213964
- 6 head bolts per cylinder
- LS7-style 6-bolt dowel located billet main caps
- True priority main oiling
- Extra-thick siamesed cylinder bores with standard 4.400″ spacing
- Wet or dry sump oiling capability
- Production style deep skirt head bolt holes
- Front motor plate mounting holes
- Additional material around cam bearing holes
- Cam bores machined for supplied bearings
- Main web bay-to-bay breathing holes
- Threaded water plugs
Chronology of the Build
Block selection and prep is the logical first step in any engine build. GM’s LSX Bowtie semi-finished bare iron block (part # 19213964) was chosen for its affordability, durability and close family ties to the production LS7 block.
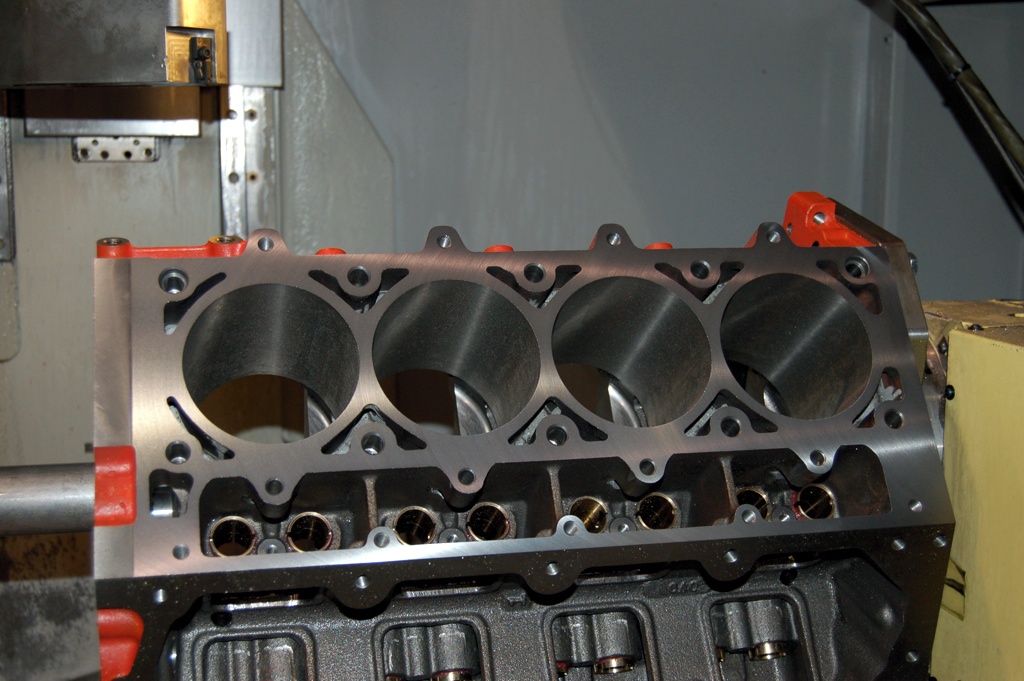
Block Prep
The standard block comes with semi-finished 9.260-inch decks. Block filler was added to the water jackets to re-enforce the cylinder bores. We used the typical “short-fill” that adds filler within a quarter-inch of the water-pump hole.
Most engine dimensions are based off the crankshaft to camshaft relationship, so the mains were line-bored to absolute zero. Then the decks were milled the ensure a precise 45-degree angle to the centerline created from the crankshaft to camshaft alignment.
The machinist entered the bore locations, deck height and other dimensions in the CNC machine to blueprint the limits for the block. Because each block has some variations due to casting process, each set of machining limits are specific to individual engines.
The 388 LSX block was designed for 4.125-inch bores, which would allow machining of the cylinder bores to the point where the bore centers were located exactly to the blueprint location. We’re only talking about slightly over 200-thousandths of an inch, but precision is everything in a perfectly blueprinted engine.


Chevrolet Performance adds extra material to critical areas of the LSX Bowtie block to help support power adders. The main bearings are align-bored first to establish a reference point for every other machining operation.
A tool that goes on the CNC is perfectly in line with the Y-axis off the mains of the block, which pushes the lifter bushings in to a predetermined height. Then the bushings are bored out to within 0.0002-inch of the desired actual size. A hone is used to reach the final size.
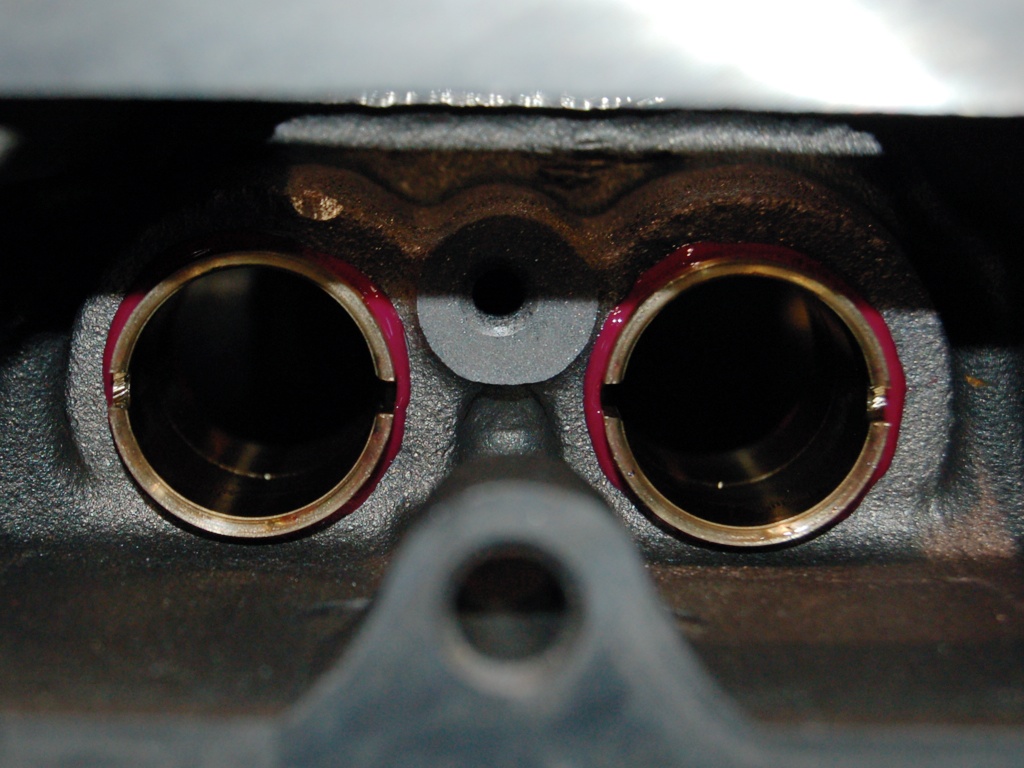
Lifter Bushings
Next was machining out the lifter bores to 1.060-inches for the keyway lifter bushings. Jesel mechanical roller lifters don’t require a dogbone or tie bars for alignment. With the bores cut, the lifter bushings were pressed into the bores.
Virginia Speed drilled and tapped the block for larger head studs. The bottom row of four holes were taken from 8mm up to 3/8-inch. The remaining holes were drilled and tapped to 1/2-inch. Based on the piston compression height, the size of the head gasket and the desired quench height, a perfectly flat deck was milled to accept the MLS head gaskets.
Virginia Speed’s CNC milling head has about .0015 of tilt to it, which provides the flattest possible surface without having a back cut. By keeping the speed of the cutter a little slower, the right surface for the gasket can be milled in at the same time. If the deck surface is too smooth, the gasket won’t bite into the surface; too course and the gasket won’t fill in the imperfections and may not seal. We are using a copper gasket and O-ring configuration so we don’t have to worry about sealing combustion with the gasket - we just have to worry about sealing water.
Finally, grooves were cut in the block for wire O-ring gaskets. The depth of the O-ring is critical to provide a boost-proof seal. Too deep and the O-ring won’t deform enough to provide a seal between the block and the head. Too shallow and the O-ring will not allow enough crush on the head gasket to provide a good seal.


A cutter that’s basically a mini boring bar with a square groove cutter goes around in a circle and creates the O-ring groove. It’s done off the bore centerline, just like boring the block except its only touching the surface of the deck with the cutter. The depth and position of the O-ring grooves are critical and often based on experience of the machinist.
The Art of Honing
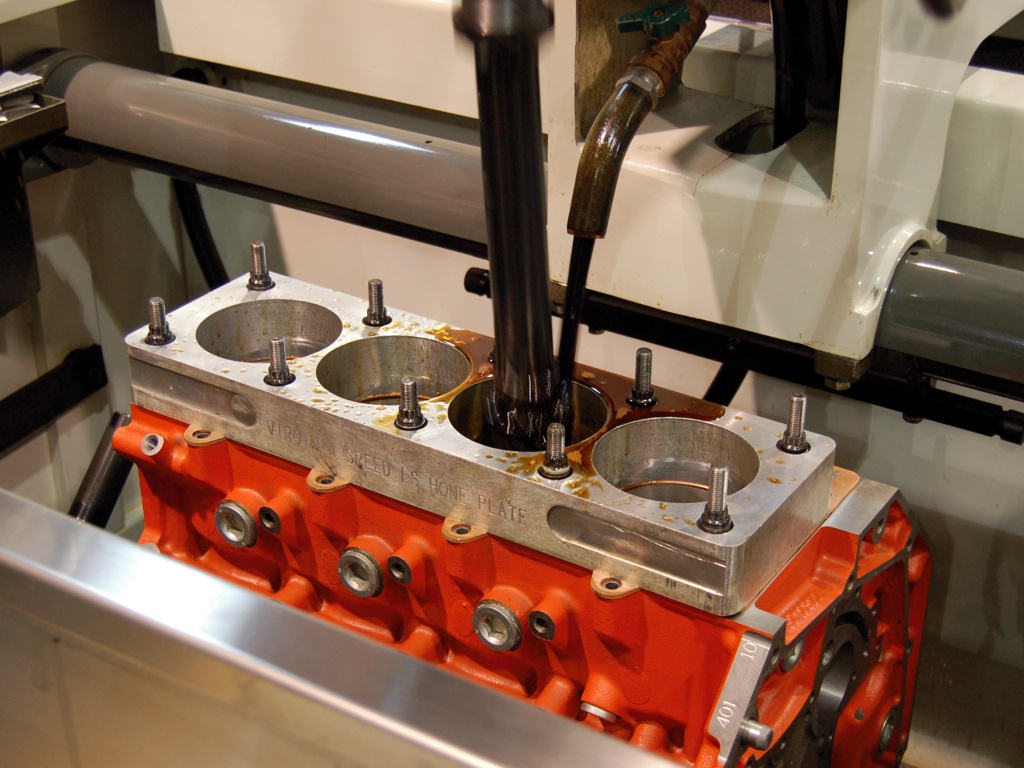
It takes Virginia Speed three days to hone a block. Just to keep a constant temperature on the block, they will work on a block for a while then let it cool down before resuming.
The block made a pass through an ultrasonic clean-up tank in preparation for honing. Like most machine shops, Virginia Speed uses a torque plate when performing the cylinder honing; however, there are other considerations taken into account. The main bearing caps were put back on and torqued to specifications, and the torque plate was bolted on with the same type fasteners that will be used in the installation. These steps help simulate the same tension that the block will be exposed to when the cylinder head is installed. Ambient air temperature can also affect the honing process by tolerance changes.
Virginia Speed controls the shop temperature at 70 degrees and lets the components settle in to the shop temperature before measuring pistons and checking the bore with a dial gauge. Between each cylinder honing, the crew lets the engine block cool back down before moving on to the next cylinder bore to prevent heat build up in the block. Once the honing was completed, the core of the engine was ready to receive the rotating assembly.
Once the block is prepped, assembly begins.
Short Block
Virginia Speed started with a Lunati Pro Series 4340 forged steel crankshaft (3.66-inch stroke) and milled an extra keyway to help secure the damper. The ProCharger F-1R supercharger will also be driven off of the crank, which also puts an extreme load on the snout at peak boost, hence the extra key. The Lunati crankshafts are pretty good right out of the box, but a touch of balancing with the other rotating components ensured a smoother running engine with minimal high frequency harmonics.
 Short Block Components:
Short Block Components:
Crankshaft – Lunati Pro Series 4340 Forged Steel with 3.622-inch stroke
Connecting Rods – GRP Pro Severe Duty Aluminum, 6.200-inch length, .927-inch wrist pin bore, 2.100-inch journal
Pistons – JE Forged Side Relief 4.125-inch bore, domed top with Calico thermal barrier and DLC coatings
Bearings – Clevite TriMetal with Calico CT-1 dry film lubricating coating
Balancer – ATI Super Damper, SFI 18.1 spec, 7.074-inch diameter steel shell, 3-ring with dual keyways
ATI provided a custom balancer unique to the setup – the hub was made as short as possible to keep the supercharger pulley close to the block. ATI has a vast inventory of balancers but when an off-the-shelf piece isn’t quite right, ATI will provide a custom solution.
The team ordered GRP aluminum connecting rods measuring 6.200-inches from the centerline of the pin and crankshaft journal. These connecting rods use standard small-block Chevy .927-inch wristpins and 2.100-inch big ends, and they require a dowel pin to hold the the Clevite coated bearings bearings in place.
JE Pistons provided a custom set of high-performance forgings fit to a 4.125-inch bore. Instead of the traditional “full-round” design, these parts have reduced area around the pin bosses and minimal skirts. The forged side-relief design is the strongest that JE makes. Less material means less weight, but these pistons also increase strength by narrowing the pin bosses to reduce flex. Virginia Speed calculated that the engine would be limited to under 23 pounds of boost, a compression rate of 11.3:1 was designed into the final design.

GRP Pro Severe Duty aluminum connecting rods.
The custom pistons were machined to have a clearance of .007-inch in the bores for our engine. Running the pistons looser for forced induction applications will help prevent the piston from seizing in the bore. A basic rule for clearance is more boost requires more clearance and less boost requires less clearance.


JE Forged domed top Pistons with side relief 4.125-inch bore and Total Seal Gapless 1.5mm top, Napier 1.5mm second, and 3/16-inch oil rings
Opting to use Total Seal’s new gapless design rings with 1.5mm top and second rings with a traditional 3/16-inch oil ring package, Virginia Speed set the end gap on the top ring at .035-inch and the second ring at .025-inch. For gapless rings and forced induction, it is better to run extra end gap so that the rings “don’t butt and rip the top off of the piston.” The gapless rings use a conventional style ring, but with an extra, thin ring in the same groove. The gaps were set 180-degrees apart. The top rings are stainless steel, and the second rings are a conventional Napier design.
On this cast-iron block drag race engine, we set the main bearing clearances at .0027-.0029.
Bearing Clearances
Bearing clearances are different based on the application of the engine. With street or road race engines, you’ll run clearances a lot tighter since the block gets hotter and the main bore expands and gets more and more bearing clearance as you go. A drag race motor never sees those kind of temps so you can run much looser clearance in a drag race engine. These engines are usually making more horsepower, so you have to compensate for more crankshaft flex. The problem comes in when you are setting the bearing clearances cold. If you are going to be running 250 to 260 degree oil temps, you have to account for that when measuring cold bearing clearances – you have to make room for that so they don’t beat the bearings out. On this cast-iron block drag race engine, the main bearing clearances were set at .0027-.0029-inch. ARP fasteners were chosen for consistency in grain structure. This type of quality fastener offers a better torque and more uniform torque between fasteners.

Ideally, all the bolts in the engine should be stretched to length, not torqued with a traditional torque wrench. This is possible on the rod bolts, but impossible on the mains since they’re installed into blind holes and you need access to both ends of the fastener to measure stretch.

Comp Elite drag race dual springs have an astounding 950 pounds of open pressure, 350 on the seat, and carry Ferrea valves that are held in place with Manley titanium retainers and locks.
Valvetrain and Camshaft
There’s probably more time spent engineering a valvetrain system than on any other part of the engine. – Shawn Miller

“There’s probably more time spent engineering a valvetrain system than on any other part of the engine,” said engine builder Shawn Miller, who worked with Jesel and Comp Cams.
To make this valvetrain as strong as possible, Comp’s 1.500-inch diameter Elite drag race springs (part #26956) with a massive 950 pounds of open pressure (350 on the seat) were selected to help control the motion created by Jesel’s large .937-inch-diameter keyway lifters with .850 wheel (part no. LFT-53450).
The Comp camshaft features 271/282 degrees of duration at .050-inch lift, and .437/.421-inch lobe lift, which equates to .742/.715 valve lift with the Jesel rockers. Lobe separation is spec’d at 116 degrees.
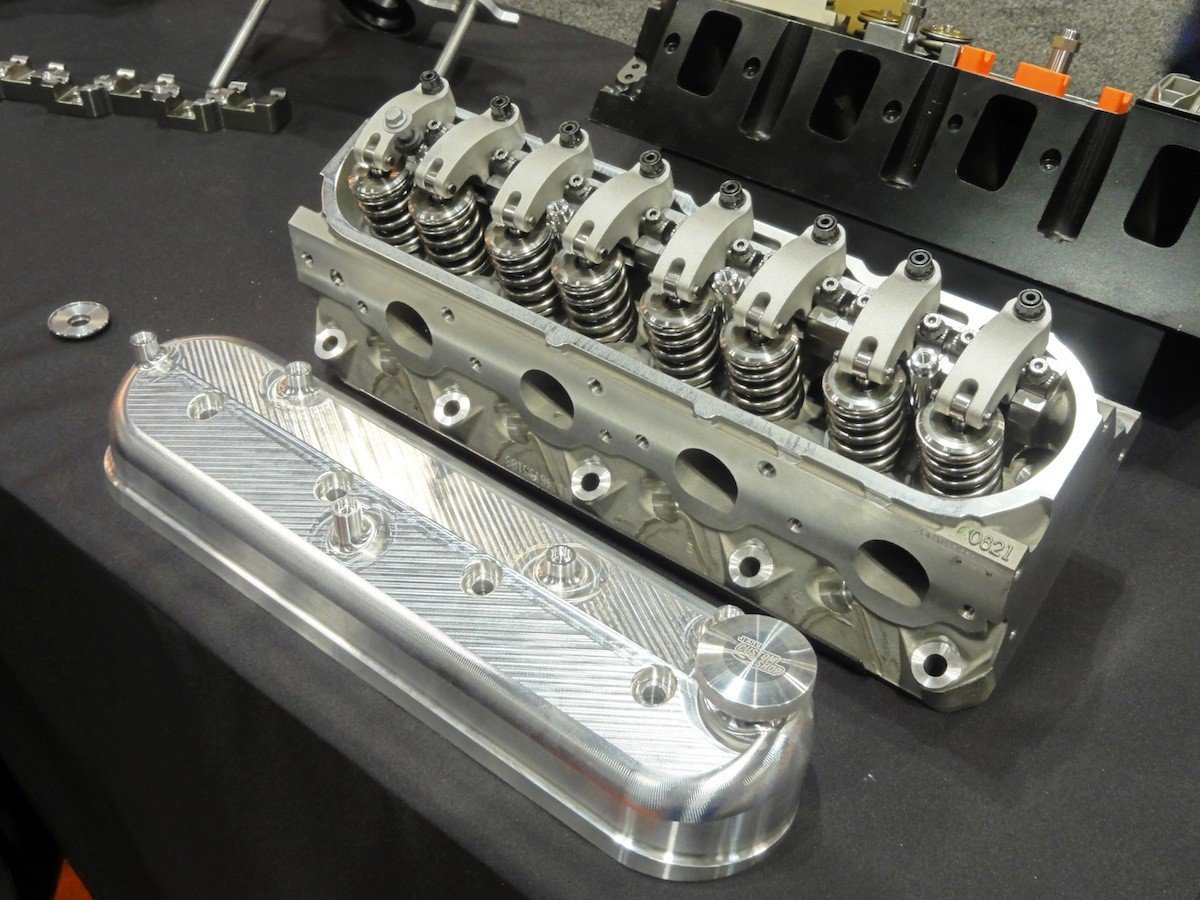
The Trick Flow Specialties cylinder heads with all the Jesel conversion completed.
Jesel modified the heads to accept a longer rocker arm by machining the valve cover rail and repositioning the pushrod holes. This allows more than .800-inch lift without the rocker/valve alignment problem. We also had Jesel install its longer shaft rocker arms for improved geometry from increased pivot length. The main advantages of a longer pivot is that the rocker tip travels in a larger arc, which results in a smaller travel pattern and minimizes the scrubbing motion across the valve tip.
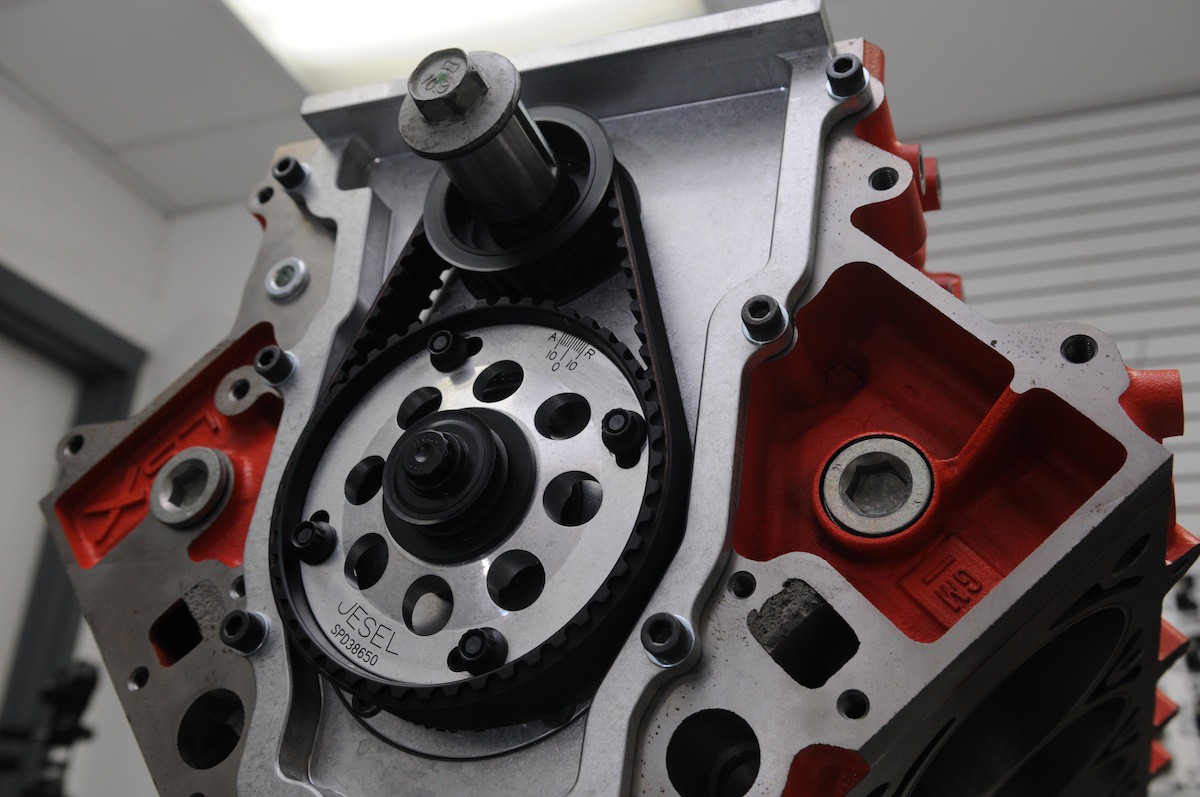
A Jesel belt-drive connects the cam and crank.
Completing the valvetrain is a Jesel belt drive (part no. 31045-3489) for the cam-to-crank connection. The beauty of a belt drive is twofold: it absorbs harmonics that could hit the cam, and it’s easy to change the cam timing—up to 20 degrees in five minutes.

Trick Flow Specialties (TFS) LSX-R Porters Cylinder Heads (part #TFS-306003-PC05).
Material: A356-T6 Aluminum
Combustion Chamber Volume: 64cc CNC-profiled Standard
Intake Port Volume: 265cc CNC Ported
Intake Port Location: OEM
Intake Valve Diameter: 2.10
Intake Valve Material: Titanium
Intake Valve Seat: Interlocking Ductile iron
Exhaust Port Volume: 85cc CNC Ported
Exhaust Port Location: OEM
Exhaust Port Dimensions: 1.700″ x 1.550″
Exhaust Gaskets: Stock GM
Exhaust Valve Diameter: 1.600″
Exhaust Valve Material: Stainless Steel
Exhaust Valve Seat: Ductile iron
Valve Guide Material: Bronze alloy
Valve Seals: Viton fluoroelastomer
Minimum Bore Diameter: 4.155″
Cylinder Head Bolts: OE Length
Spark Plugs: NGK-TR6
Valve Covers: OE bolt pattern, raised 0.200″
Cylinder Heads
The LSX-R Porters cylinder heads (part #TFS-306003-PC05) are from Trick Flow Specialties (TFS). This casting is not advertised in the TFS catalog as it’s designed with extra material for cylinder-head specialists, such as Total Engine Airflow, to CNC to exact specifications.
The TEA-LS265TF is only available in the 6 bolt version and has raised spring pockets, rocker pads, and valve cover rails to allow for high-lift cams and valve train components. It’s designed for drag race only and features competition only 55-degree valve job and titanium intake valves at a valve angle of 13.5 degrees with 64cc combustion chambers. These heads are full-on 265cc drag race cylinder heads and are the largest offering in a cathedral-port design by TEA currently.
TEA angle-milled the head from its stock 13.5 degrees to 14 degrees to meet any valve angle rules that we would run up against in the PSCA or NMCA. Once the milling was done, the combustion chambers measured 59cc, and when combined with the pistons brought the compression to 11.5:1.
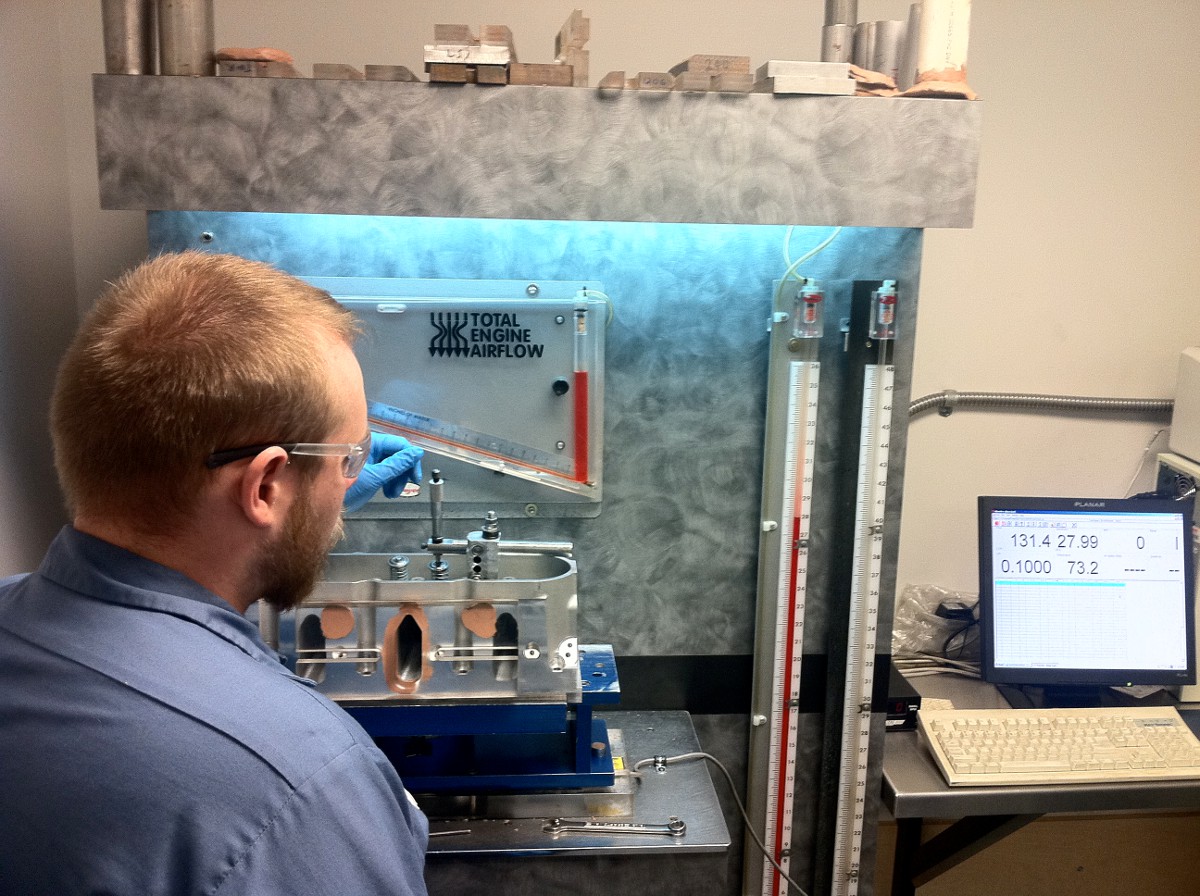
Total Engine Airflow (TEA) performing flow testing on the cylinder heads.
Once ported and flow-tested, the TFS heads received copper beryllium seats and Ferrea titanium valves (2.100-inch intake and 1.600-inch exhaust). Flow testing results are listed in the table below.
FLOW DATA (4.155″ BORE)
Lift —- Intake —- Exhaust —- NO2 Exh.
0.100 59 58 55
0.200 128 129 122
0.300 210 189 199
0.400 281 233 250
0.500 340 256 277
0.600 352 267 290
0.700 368 272 298
0.800 377 274 303
0.900 382 277 305
1.000 388 279 306
*Tests conducted at 28″ of water, 4.155″ bore, 2.0″ Exh. pipe


Holley's Hi-Ram modular intake for LS engines.

The induction system includes the Holley Hi-Ram intake for LS series engines and ProCharger's F1R Supercharger system with reverse drive.
Induction
The engine was topped off with Holley’s Hi-Ram intake for LS series engines. The Hi-Ram modular intake is fully modular and can handle a variety of bolt-on plenum chambers from dual carbs to EFI. This engine is set up with the EFI version with a rear-facing throttle body to accomodate an interior-mounted intercooler (part #300-227 for EFI base with injector bungs). The base intake has tapered, 2.49 x 1.21-inch runners designed to work well on a wide range of engine configurations with the fuel rails machined for -8AN O-ring fittings and passages big enough to work with high-flow fuel systems.
To complete the induction system, a ProCharger F-1R and Dan Schoneck-designed reverse belt drive was mounted to the engine. The F1R supercharger is spec’d to the required rules, features a self-contained oiling system and is documented to support boost levels as high as 30 psi. The interior-mounted air-to-water intercooler from Chiseled Performance is built for 2,000 horsepower.
Dry Sump Oil System
Peterson Fluid System’s lightweight 5-stage R4 Drag Race Pump is a four lobe, twisted rotor design (part #04-5066) and is fairly common in drag race applications. In addition to all the performance benefits, the Peterson dry sump oil system has a shorter oil pan which can allow for the engine to be mounted lower in the engine bay – great for cars with low ground clearance.




Peterson Fluid Systems' lightweight 5 Stage R4 Drag Race Pump, 7-inch drag tank with catch can, remote filter mount with primer and immersion type oil heater were added to the system.
Also included is a Peterson Fluid Systems 7-inch drag tank which accommodates an immersion style heater and integrated NHRA legal catch can (part #08-0784-CC). For an extra bit of protection, there’s also Peterson’s remote filter mount with primer pump (part # 09-1560 ) that provides up to 20 psi of oil pressure in as little as 10-seconds to pre-oil bearing surfaces.

The 388 LSX race engine was mounted in our Z-28 Camaro project car.
On August 21, 2012, the engine took her maiden voyage at the 1/8-Mile Drags in Barona, California. The first netted an early lifting 6.54 at 86 mph, with a 3,000 RPM launch RPM, 10 degrees of timing pulled at launch, and a 6500 RPM shift.

The maiden voyage at the nearby Barona 1/8-Mile Drags in Barona, California.
On the second run later that evening, our project car broke into the fives, despite lifting at 3.2 seconds onto the run. On that pass, the launch RPM was at 3,000 and timing retard at 5 degrees over 1.5 seconds, netting a nice 1.34 short time and a 5.99 at 90 mph. To date, the car’s best run is 8.55 @ 159 mph with a goal of cracking into the 7s by year’s end. Work continues on the engine with rounds of intese dyno testing and fuel-spark calibration.













