
There are two main sources of heat, and one primary source of wear, inside your engine. Combustion accounts for one of the heat sources. But, friction inside your engine is what generates the rest of the heat, and also accounts for the wear.
We invest a lot of effort into making sure friction is minimized wherever two metal surfaces come into contact. High-tech bearings (with higher-tech coatings) and proper lubrication certainly help. Assembling an engine with the correct clearances is critical to making sure friction is minimized. But, there’s one area where metal meets metal without the benefit of clearances or graphite coating: the piston rings.
The sealing function of the piston rings is absolutely critical to the engine’s ability to make power efficiently. The ring’s seal to the cylinder wall must be effective in each and every cylinder at all times and all RPM levels. The seal must be maintained over the long haul, too – for the life of the engine. As we know, in street cars, that’s easily over 100,000 miles now. With the exception of pure racing engines (that get torn down and rebuilt between every race), rings have an absolutely amazing task to perform.
As time goes on, the technology being used [in Formula One] will trickle down to rings that the everyday builder will be able to purchase. I promise, it will be worth the wait. – Keith Jones, Total Seal
Many of us are old enough to remember when this simply was not the case. Factory engines would not last much past 100,000 miles, if they made it that long at all. If a car had 100,000 miles, you would certainly avoid buying it. Today’s cars easily surpass that level of durability. Development aimed at improved ring seal is a contributing factor.
When it comes to high-performance engines, the trends have been dramatic. Rings have gotten thinner overall while becoming more effective at sealing, even under the pressure of boost in many supercharged or turbocharged situations. We have seen several different ring face designs being used in various applications, and we wanted to know more.
We contacted the ring experts at Total Seal and spoke with Technical Representative Keith Jones. He shared a lot of great information with us about the history of piston rings, and how technology has evolved to minimize friction while maximizing seal. He explained Total Seal’s research into extending the effective life of piston rings, and how their extensive work with racers of many disciplines has contributed greatly to today’s outstanding designs. Finally, he told us that the future is brighter yet, with even more exciting technologies still in development at the highest echelons of motorsport. Let’s hear what he had to say!

General Q&A With Keith Jones
EngineLabs: Can you generalize today’s modern rings as used in OEM applications for us?
Keith Jones: Today’s OE rings are the “racing” rings of just a few years back. They are using steel base materials, PVD face coatings, Napier-style second rings, and are in general very thin. It’s not uncommon to see 1.2mm, 1.2mm, 2.0mm ring packs in many OE applications. There are some as thin as 0.8mm, 0.8mm, 2.0mm from the factory!
EL: Can we do the same for modern diesel rings, for OEM applications. What is a “normal” ring package like for today’s diesel engines?
KJ: Most modern OE diesel engines are using the time-tested “keystone” style top ring, a taper-face second ring, and a two-piece oil ring combination. This configuration has been in favor, for that type of application, for well over 50 years now. What has changed over the years is the ring base-material, and the coatings being applied to them. They use steel and ductile irons and some hybrid type coatings, including ceramics and molys.
EL: If OEM piston rings are what used to be racing rings, where does that leave Total Seal’s high-performance street rings in the mix?
KJ: For many years, street performance rings were defined as 1/16-inch, 1/16-inch, 3/16-inch, ductile plasma moly sets. But, the street has changed. In my “street” days, a 500-horsepower small-block was a strong piece. As we all know, in today’s world, 500 horsepower is not that much anymore. The definition of “street” (at least to me) has changed a lot. It’s not uncommon to see street cars with twin-turbocharged setups making 1,500-plus horsepower today. With that in mind, we suggest a good steel ring like our AP line. The 1.5mm, 1.5mm, 3.0mm package with a 14-to-16-pound oil ring is a really nice street setup that will hold up to the power demands of a 500 or a 1,500 horsepower application.
EL: In past conversations, you mentioned the unique needs of the Australian V8 Supercars, and how much street enthusiasts can learn from them. Can you elaborate on that a bit?
KJ: Their rules demand a minimum ring thickness of 0.7mm, 0.7mm, 2.0mm, and these are typically a steel top ring with a titanium nitride (TiN) face coating, a steel Napier second ring, and a 2.0mm-thick 3-piece oil ring, generally in the 4-to-5-pound range. These rings are typically run for around 3,000 kilometers, as they have engine mileage rules that must be adhered to. I may be incorrect on the exact mileage rule but I believe I’m close. They have an interesting rule system; by putting mileage rules on the engines, it helps to define the needs of the parts without a specific rule on a specific part. The teams simply wouldn’t use them if they won’t go the required distance.
EL: Our American audience is familiar with NASCAR. Can you discuss NASCAR rings, and explain their evolution in the last 10 years?
KJ: Like most rings, they have gotten much thinner. ten years ago they were running a 0.8mm, 0.8mm, 2.0mm ring thickness pack that was considered super-thin then. Today, it’s common to see them in the 0.5mm, 0.5mm, 2.0mm thickness range. Additionally, the depth of the ring (and its corresponding piston groove) has gone from 3.4mm to as shallow as 2.1mm. This not only reduces drag, but it also allows the ring to follow bore distortion better, as the ring becomes more compliant.

EL: What about high-RPM motorcycle rings? How do they vary from the automotive rings?
KJ: They are similar to the NASCAR stuff, but outside of some specialty applications they generally don’t venture much smaller than 0.8mm, 0.8mm, 1.5mm in thickness.
EL: We know you work with some Formula 1 teams. Is there anything you can talk about from that part of the motorsports world?
KJ: As much as I would love to share some information on the cutting edge work going on there, I really can’t. We have very strict NDA’s [Non-Disclosure Agreements] with the teams we supply products to. What I can say is that, as time goes on, the technology being used there will trickle down to rings that the everyday builder will be able to purchase. I promise it will be worth the wait.
The Evolution of Piston Rings
EL: How has piston ring material evolved over the years?
KJ: Steel of varying alloys is the direction the industry has been going for years. Iron is still commonly in use, but due to many factors, it is going out of style quickly. Steel can be made in smaller runs, while iron requires a foundry to pour the rings and large batches have to be ordered to keeps costs down. Additionally, there are high amounts of material scrap that need to be recycled. Comparatively speaking, steel has very little waste in the machining process. This is important when you’re talking about mass production quantities.
We are currently working with the good folks at Materion in developing the next generation of ring material. They are experts in the field and we have been working with a copper-based alloy like Performet. These newer materials are showing improved heat transfer as well as improved conformability. We are just scratching the surface on these new materials, which are currently in developmental testing.
EL: With the base materials advancing, what about ring coatings?
KJ: Coating technologies are evolving all the time. At one time, there was only chrome and moly. Today, we offer both of those as well as about half a dozen other physical vapor deposition (PVD) applied thin-film coatings ranging from tungsten carbide carbon (WC/C) to diamond-like carbon (DLC), and beyond. The PVD process offers a more controllable application of the coating as compared to the old “chrome” type coating processes. This yields a more consistent surface on the face of the ring, which translates into more uniform wear characteristics and quicker ring seating to the cylinder wall.
EL: What about ring thicknesses? It seems like there has been a boom in thinner rings lately.
KJ: If it seems like piston rings are getting thinner all the time, it’s because they are! If you would have asked me 20 years ago if a 0.5mm ring was possible, I would have laughed. But, through improved access to what was then thought of as unobtainium (materials, technology, and manufacturing methods), we can now do with confidence what we never imagined was possible just a short time ago.

EL: What about ring face designs? Have they gotten wild with all of the technological advances?
KJ: For 99-percent of the top rings we service, the symmetrical barrel face seems to be the best all-around design. This shape allows the piston to come through TDC and BDC rockover, and maintain proper top ring face contact.
There are other styles we produce like asymmetrical barrels (offset to the top of the ring face), inverted taper (upside down taper), combination faces (that are part barrel and part taper or flat face), and others. These are all application-specific and most are customer-specific requests that are dependent on the amount of rockover and piston-to-wall clearance that their specific application demands.
Second rings are primarily either taper face or Napier (similar to taper with a lower leading edge notch machined into it). We produce many rings that are used in many applications outside of the typical automotive application. Things like turbo housing seals, turbine engine combustion chamber seal rings, cylinder head seal rings, hydraulic cylinder seals, and many others.
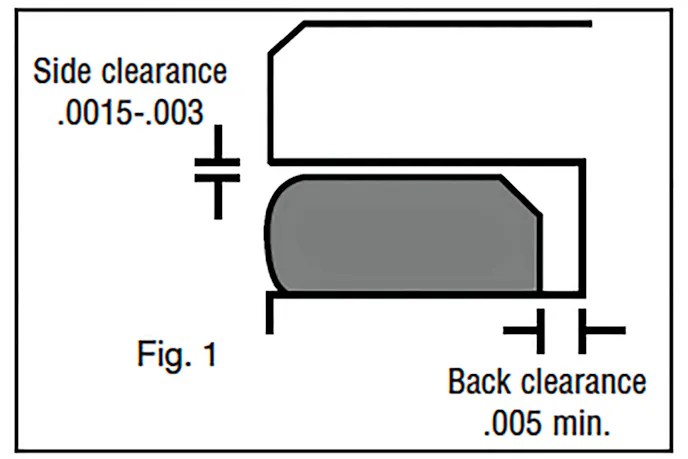
EL: With all of these other changes, has any of that affected the desired ring gap for these rings?
KJ: The traditional ring gap formula for most naturally-aspirated applications (Bore X .0045-inch) will work great. But, as we increase power through the use of power adders like turbos, blowers, nitrous and/or exotic fuels, etc., we have to increase those numbers to allow the ring to grow more without butting.
Gaps need to be just large enough to not butt, in the application it’s being run in. There are a lot of theories about increasing second ring gaps to reduce ring flutter. To me, they are just that — theories — that are very application-specific. My father’s 1976 Vega had second rings that were tighter than the top rings, and it never had a ring-flutter issue.
But, if we apply the theory that the second ring gap must be larger than the top or else it will have ring flutter, that is saying every engine produced for over 100 years had to have this issue. Well, we know they didn’t, and again — it’s application-specific.

EL: You brought up the issue of the top gap versus the second gap. We’ve heard a lot of different theories lately on that subject. What’s the right call on how those two should relate to each other?
KJ: Again, these recommendations are very application dependent. We have suggestions to use as guidelines in our Total Seal gapping chart, but the best thing the end-user can do is monitor the gaps for signs of butting each time they build the engine. If they pay attention to the engine, it will tell them what it wants. It really depends on how it’s being used and the current state of tune.
How I would set the gaps on a 1,500 horsepower drag car will be different than how I gap them for the same power level being run at Bonneville or even on an offshore race boat. These types of applications run under a high-load condition for a long period of time by comparison, and that changes the dimension.
There Are Other Ingredients To Be Considered
EL: How have cylinders changed in modern times? It seems like both materials and machining technology have come a long way, as well?
KJ: Naturally, the optimal ring seal can be achieved when the cylinder wall material is properly matched with the ring material for optimal seal/minimal friction. There are proven cylinder wall coatings to help this, like Nikasil (nickel matrix silicon carbide, and similar variants), plasma spray coatings, and Alusil (silicone impregnated aluminum).
All of these have been in use by the major auto and truck manufacturers for many years and are becoming more common all the time. All of them improve wear characteristics and help reduce friction as well as reducing engine weight. These factors are all big concerns at the OE level and are being used in race applications too. Like other technologies, as the costs for these continue to get lower, they will become more common.


There are also cylinder sleeves, which most of us are familiar with. These have gotten much harder over the years. Compared to an OE cylinder in the 150-160 Brinell hardness range, the current race engine sleeves are running in the 280-300 range. This means it takes more care to get the proper surface finish on them compared to their softer counterparts. As a result, the piston rings need to see certain cylinder roughnesses.
These are typically measured using a profilometer and we look at RpK, Rk, and RvK given a specific application. How the machinist achieves the same finish on a cylinder that is 150 Brinell versus one that is 290 will be two completely different honing procedures. But when it’s all done, we want to see the same finish numbers. It’s challenging to say the least.
EL: You’ve mentioned the reduction of friction several times. Does that equate to a longer lifespan for the components as well as an increase in power?
KJ: Thinner and lighter means less friction, which reduces wear, and we are using varying steels and alloys — thus increasing durability. For example, I would take a 1.2mm steel ring with a PVD coating over a 3/32-inch uncoated part any day. The latter will have more friction, higher wear, and will be generally made of a lesser material.
There is a reason the modern automotive engine is seeing 250,000-plus mileage these days with just general maintenance. Sure, everything inside the modern engine is far superior to what was being made in the ‘70s, but rings are a big part of that improvement.

EL: With all these advancements in ring and cylinder-wall technology, has the recommended break-in process changed at all?
KJ: With regards to break-in, you need to get it out and run under varying loads ASAP. Don’t beat it to death right away, but don’t baby it either. Make sure the fuel curve is correct! I’ve seen many good builds go bad due to fuel wash on initial fire-up. It is a very common occurrence, and in most cases, the ring seal won’t come back over time. It has to be torn down and re-honed. Once the fuel washes away the oil film, it can burnish the bore and at that point, it’s all over.
Don’t let a new engine sit and idle for a long time either. It needs to be loaded to get enough cylinder pressure behind the ring to get them to seat up properly. Also, running with no load tends to be a time when it is running rich and not burning all the fuel. And again we are back to a potential fuel-wash situation.
To help with break-in, Total Seal’s “Quick Seat” product is simply a dry-film lubricant that is better than using an oil. It has better pressure rejection and stays on the cylinder longer, helping to prevent scuffing and burnish during the critical initial fire-up. This is not to say you can’t use an oil, as it’s been done millions of times, but the dry lube is simply better.
You might also like
Motor Vs. Engine — What’s The Difference, And Why Does It Matter?
Motor vs. engine is a debate as old as self-powered vehicles themselves. In reality, the two words aren't as dissimilar as you might think.

