Building engines is all about precision. Machining the journals to achieve the optimum bearing clearance, gapping the rings, and setting valve lash all require accurate measurements. Head fastener torque is one of the most critical measurements in every single internal combustion engine, so it needs to be done right. If you have built even one engine, you know that this is a process that requires a specific sequence of tightening the fasteners in multiple stages. Just one head bolt that is too loose or too tight can cause a blown head gasket, warpage, cracks, or other catastrophic failures to occur. Enter ARP‘s Cat Paw washer.
When assembling an engine, the best way to guarantee the correct clamping force is to measure bolt stretch, which is fairly easy for things like rod bolts, but blind fasteners can’t be measured for stretch in the same way, which is why we use a torque wrench. Torque wrenches measure rotational resistance, which is translated to clamping force, but they are not the same thing. The stretch of the bolt can be tied to the rotational torque applied, but they are not exactly equal. The correct rotational resistance does not only come from thread engagement; the area under the bolt head is where most of the torque readings come from.

Open any ARP bolt set, and you get a packet of ARP’s Ultra-Torque lube. The whole point of the lube is to reduce friction with consistent, repeatable results so that you are measuring the fastener clamping torque and not a metal-on-metal bind, but it goes both ways. While installing fasteners with dry thread can generate false high torque readings, bolts that spin too freely tend to show lower readings. This is where our adventure begins.
Getting Too Slippery
Modern manufacturing processes are mostly machine-operated for repeatable results. When you machine a cylinder head, every machined surface is near perfect, including the head bolt recess floor. While that may sound good, it isn’t beneficial for measuring bolt torque. As it turns out, the issue is akin to something we have discussed here a few times — surface finish. In a recent article about surface tribology, it is possible for a machined surface to be too smooth. A little friction is needed sometimes to get the results you are after, and this is one of those areas.

When ARP released its LS head bolt kit, they suddenly started having an issue with failed fasteners. “Customers would call us and say, ‘Hey guys, my bolt broke, and I didn’t even reach the torque specs!’” Jared Raschke of ARP explains. “Turns out, the bolts were not defective; they were being tightened beyond their tensile load limit and breaking at the un-engaged thread.” What ARP discovered was that the bolt recesses on aluminum heads, OEM or aftermarket, were simply too smooth. “The finish of our own bolts and washers has also become perfectly smooth as well,” Raschke said, “combine the two, and you get very little measurable resistance.”
What happens is referred to as “washer spin,” which occurs when the washer, bolt head, and clamping surface are all nice and smooth and act like a bearing. The washer should not spin on the head surface; instead, the bolt should spin on the washer. Once the washer spins with the bolt, the torque readings are substantially reduced, even though the bolt is stretching. “You can crank on a bolt all day long and never get the desired torque because there isn’t enough friction at the bolt head. Instead, you end up stripping the block or breaking the bolt,” Raschke says, “The bolt wasn’t defective, your washer was spinning, reducing the friction on the bolt, and showing a much lower torque rating.” By exceeding the tensile load failure point, the bolt snaps. To solve this, you need a bit of “Goldilocks” engineering; not too slippery, not too grippy.

Increasing Bite Without Increasing Friction — The Cat Paw
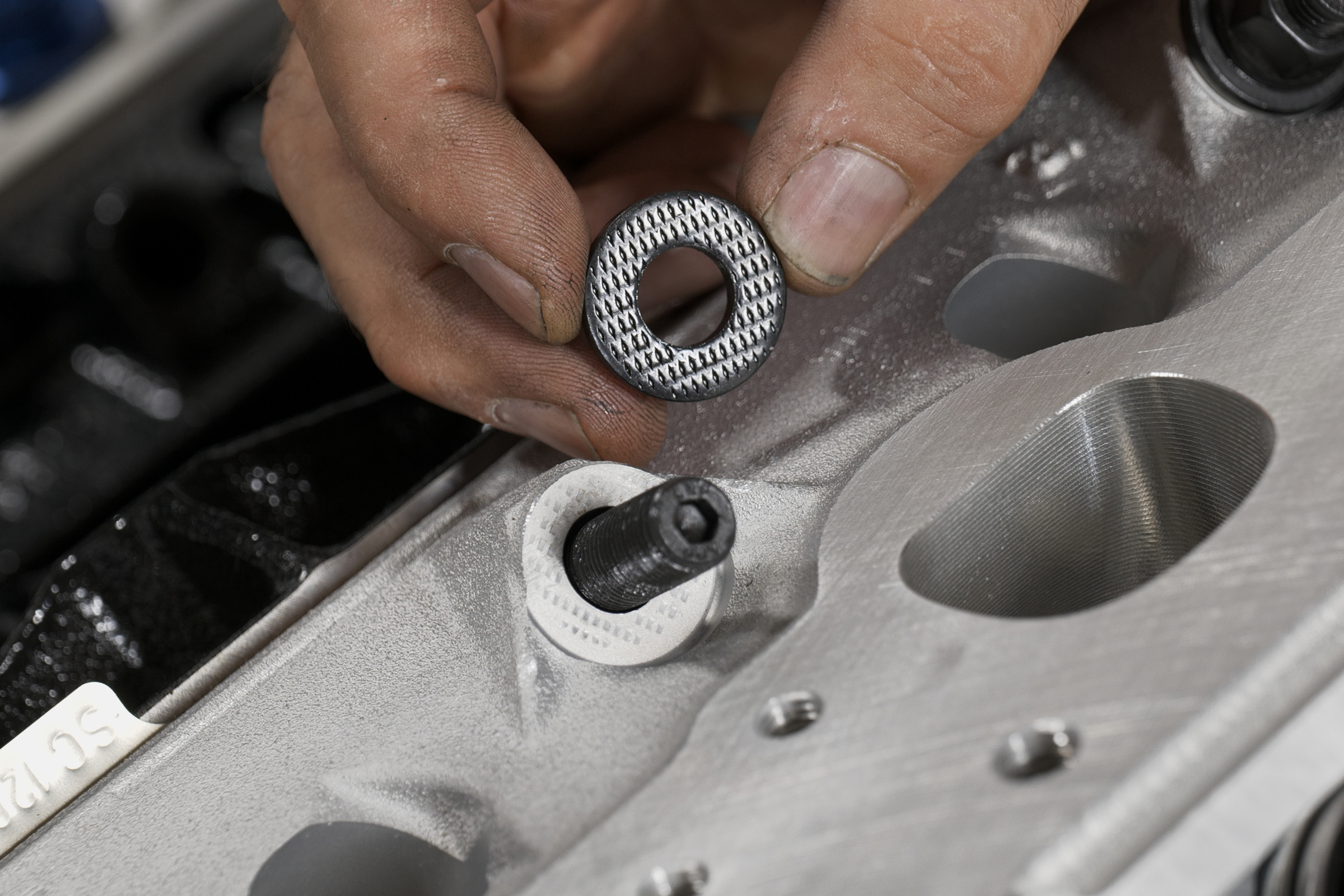
ARP’s solution to this problem was to create a special washer called a “Cat Paw” that had enough grip on the cylinder head to stop it from spinning, but not so much that it generates falsely high torque readings. The engineers discovered that by adding a shallow, recessed impression on the washer surface, it had just enough grip to grab the cylinder head clamping surface, but not too much. The bolt head spins on the washer, and the washer bites into the aluminum just enough to hold fast.
In order to get accurate torque readings, the threads need lubrication. ARP’s Ultra Torque fastener lube is recommended as it is specifically engineered for fasteners. The standard head bolt/stud kits come with instructions to lube the threads, under the head/nut, and washer. This is fine for non-Cat Paw washers, but too many of us tend to skip the instructions if we have done it a hundred times. That is a big oops if you are using a cylinder head fastener kit with the Cat Paw washer, as these kits have different instructions. Instead of lubing the entire fastener, the washer goes onto the head dry, no lube top or bottom. A dab of lube under the head of the bolt (or nut if you’re using studs) is adequate, but you do not want ANY lubricant between the washer and the head clamping surface.

This arrangement provides the necessary friction surface for the torque wrench to measure, allowing a properly torqued cylinder head without any concerns about being too loose or too tight. “Once we came out with the Cat Paw washer, the failures from over-tightening virtually stopped,” Raschke says. “We plan to introduce these upgraded washers into more kits as they work so well.” The ARP Cat Paw washers are 100-percent hardened, the same as all ARP washers. Several ARP cylinder head bolt/stud fastener kits come with this special washer already, such as GM LS, Ford EcoBoost, Modular, and Coyote, and Toyota 2JZ and G16E applications.
What About Stress Risers?
Thanks for asking that very good question! Stress risers can lead to failures on any part, including fasteners. For example, knurling on bolt shanks is a machining process that cuts a woven grid pattern of serrations on the shank. Some bolts require knurling to lock the component in position, such as starter bolts. Because the bolt shank is slightly smaller than the holes in the starter, the knurling increases the diameter and gives it some bite, so the starter can’t twist. This is why you can’t use a standard bolt to replace a starter bolt. Each cut is a stress riser, which can lead to failure. However, that is more of an issue for bolts, not washers. You won’t see a washer fail due to the Cat Paw pattern stamped into it, as it has smooth radiused edges, as all other ARP fasteners utilize.


OEM Vs. Aftermarket Fasteners
Perhaps the OEMs anticipated issues with clamping force, as nearly every OE manufacturer has converted to TTY, or Torque-To-Yield, fasteners for major engine components, starting with head bolts. Some OEs have even started using them on suspension and brake components. The issue here is that these fasteners are not tightened to a specific torque range; they are tightened to a base torque, then turned to a specific amount of rotation. This rotation does not gauge the torque; it is a defined distance that yields a specific amount of bolt stretch.
OEMs rarely consider the removal of a component in the initial design, so they are not concerned with reusing the fasteners. TTY bolts are throwaways designed to be replaced if removed. That can get ridiculously expensive and wasteful in the hot rod world, so we tend to switch these out for reusable bolts.

Once a TTY fastener has been spun to its yield point (hence the Y in TTY), that fastener will NEVER return to its original length, unlike a typical non-TTY fastener. TTY bolts should NEVER be reused, as they will not be able to hold the same clamping force. Most OEM TTY bolts are not machined like aftermarket high-performance fasteners; the underside of the bolt head has a rough finish or raised rings to assist in achieving the base torque reading. Additionally, most OEM fasteners are nickel-plated, which are installed dry or with 30wt oil.
There are reusable fasteners that are similar; these are called TTA or Torque To Angle. These are commonly used for crankshaft main caps, OHC cam caps, etc. These are installed in the same manner as a TTY fastener, but are not rotated to the yield point, allowing them to return to the original unstretched length. Every manufacturer is different, so you must research the fasteners before reusing them. TTA fasteners are designed to be re-tightened 2-3 times, so even these should be replaced in most instances.

Uncertainty in fastener reusability is one of the biggest reasons that it’s a good idea to swap out all of the original fasteners when building a custom engine. You have a lot of money tied up in that engine. Why risk reusing a stock fastener that may not be able to do its job? You don’t have to use ARP fasteners; ARP has a reputation for manufacturing some of the best fasteners in the automotive industry for a reason.
Cylinder head fastener torque is one of the most critical specs for any engine build. You can have perfect bearing clearance but one head bolt too tight or loose can cause a blown head gasket, or worse. If you build engines that may need to come apart for whatever reason, ditching the stock bolts is a good idea. If you are running aluminum cylinder heads, consider a kit that comes with Cat Paw washers; your head gasket (and wallet) will say “thank ye.”

You might also like
Finding The Limit: Exploring A Blown-Up VK56 Engine
There's been a lot of hype around the Nissan VK56 engine as of late, but someone found the limit, and in spectacular fashion.

