Cylinder block preparation is just like building a house. You begin with a great foundation, and the rest comes together really nicely. In this installment of our Blueprint Series, we’re going to cover align boring and honing. This can be somewhat of a controversial subject with hundreds of opinions, but we’ll focus on the facts.
Right out of the gate, let’s toss this out there: not all engines require or need this procedure. Building a performance engine — especially one taxed with high cylinder-pressures and/or high RPM — creates a situation where this is far more likely to be necessary. Consider this: as power increases, so does the load on the crankshaft, meaning it’s more likely to deflect. If the block’s main saddles are not aligned, this only makes the main bearings’ life even more tenuous.
When a factory or aftermarket block is cast, the main bearing holes are bored and finished to create both the proper housing bore inside diameter (I.D.) and alignment. In a perfect world, these main bores are all perfectly round and aligned. But in the real world, where most performance enthusiasts live, we are most often working with a “seasoned” cylinder block that has experienced 100,000-or-more miles and thousands of heat cycles. This means the main housing bores could have experienced some movement.
The most common reason for align honing is to compensate for variations in housing-bore diameter, which directly affects bearing clearance. A simple align hone will bring all the bores to within a few ten-thousandths of an inch of the desired spec. Measuring the diameter near the parting line will also indicate run-out within the housing.
Look Before You Leap
The best way to explain the align-honing procedure is to use a specific engine as an example and go through the process. We’ll use a vintage, four-bolt-main Mark IV big-block Chevy as our test subject. In order to establish whether or not the block needs to be aligned, there are a couple of procedures a home builder can do to gauge the need. Let’s assume we’re about to add a new 4.250-inch-stroke crank to this 454 block.
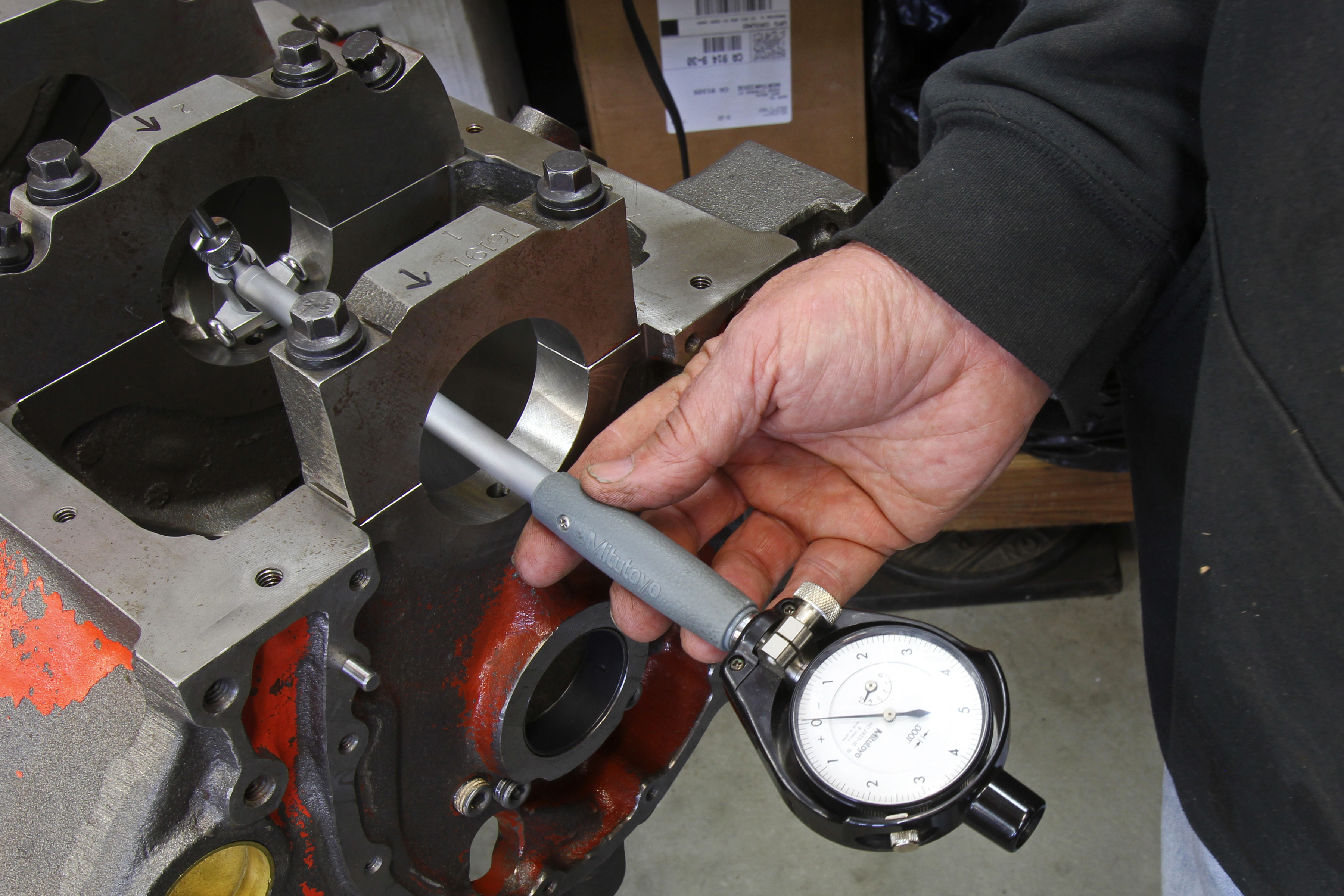
A very simple procedure is to first place the main bearings into the upper housing bore and drop the crank in with some assembly lube on the bearings. Now use a dial indicator to check run-out on all the main bearing journals. Assuming our crank checks in with less than 0.001-inch of main journal run-out, we have a straight crankshaft.
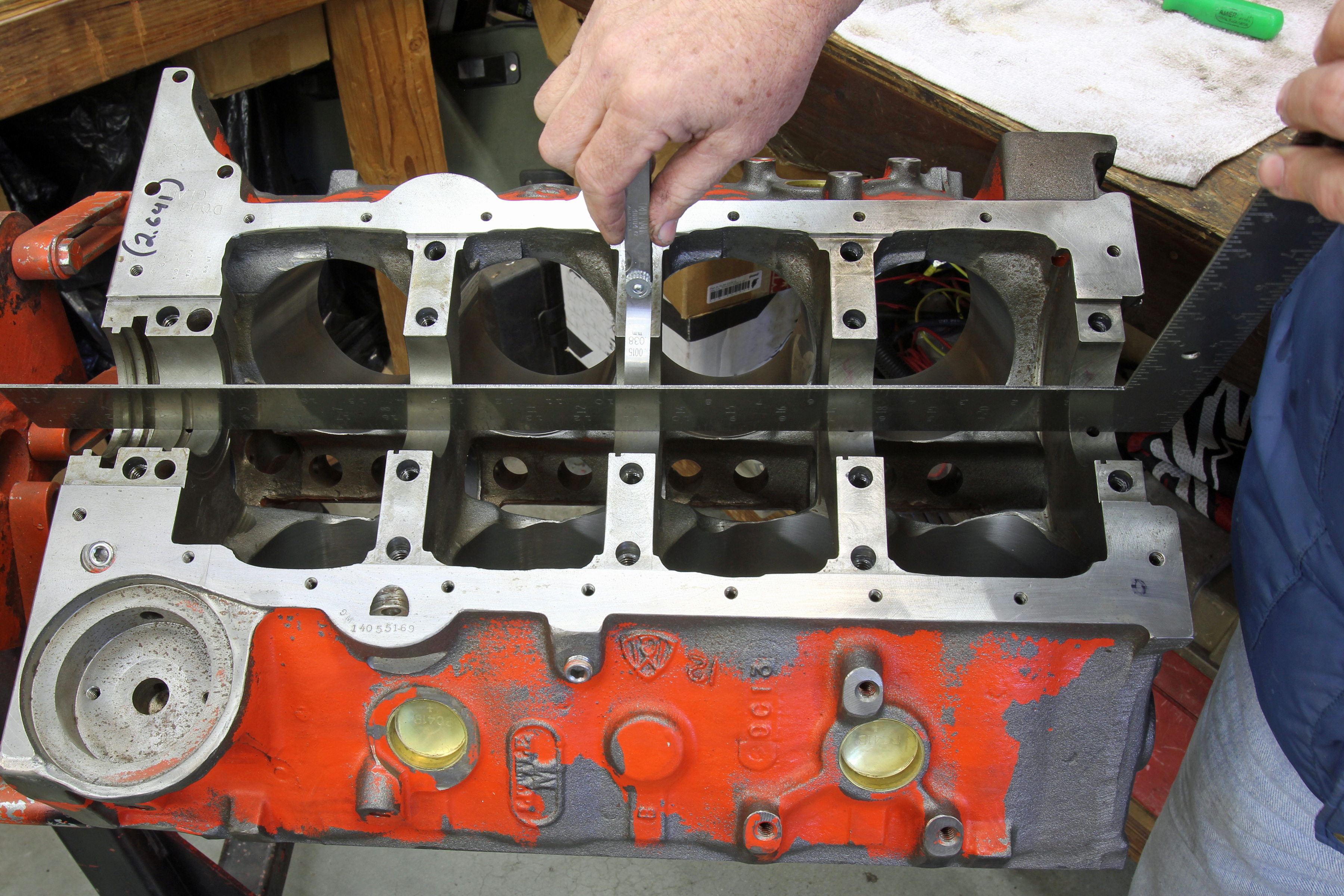
If distorted main webs are suspected, lay a straightedge in the main housing bore and try pushing a 0.002-inch feeler gauge under the straightedge in each housing bore. This is a small-block Chevy block.
After torquing the main caps, spin the crank by hand. If the crank spins freely with very minor effort, we can assume the journals are safely aligned. If the crank will only turn with major effort, that would indicate more measuring is required. You can start by selectively loosening one main cap at a time to see if the crank turns more freely. If not, torque that cap again and select another cap. This will, at least, narrow the search for the offending area.
Even if the crank spins freely, the engine builder still needs to check bearing clearance for each individual main journal. We’ve covered this in a previous installment of the Blueprint Series, so we won’t go into detail here. It’s possible that the main bearing clearances could be excessively wide — which would allow the crank to spin freely. Or, a tight clearance could be a cause for friction. Assuming our crankshaft main journals are within spec, tight or loose clearances generally occur because of inconsistent housing bore diameters.

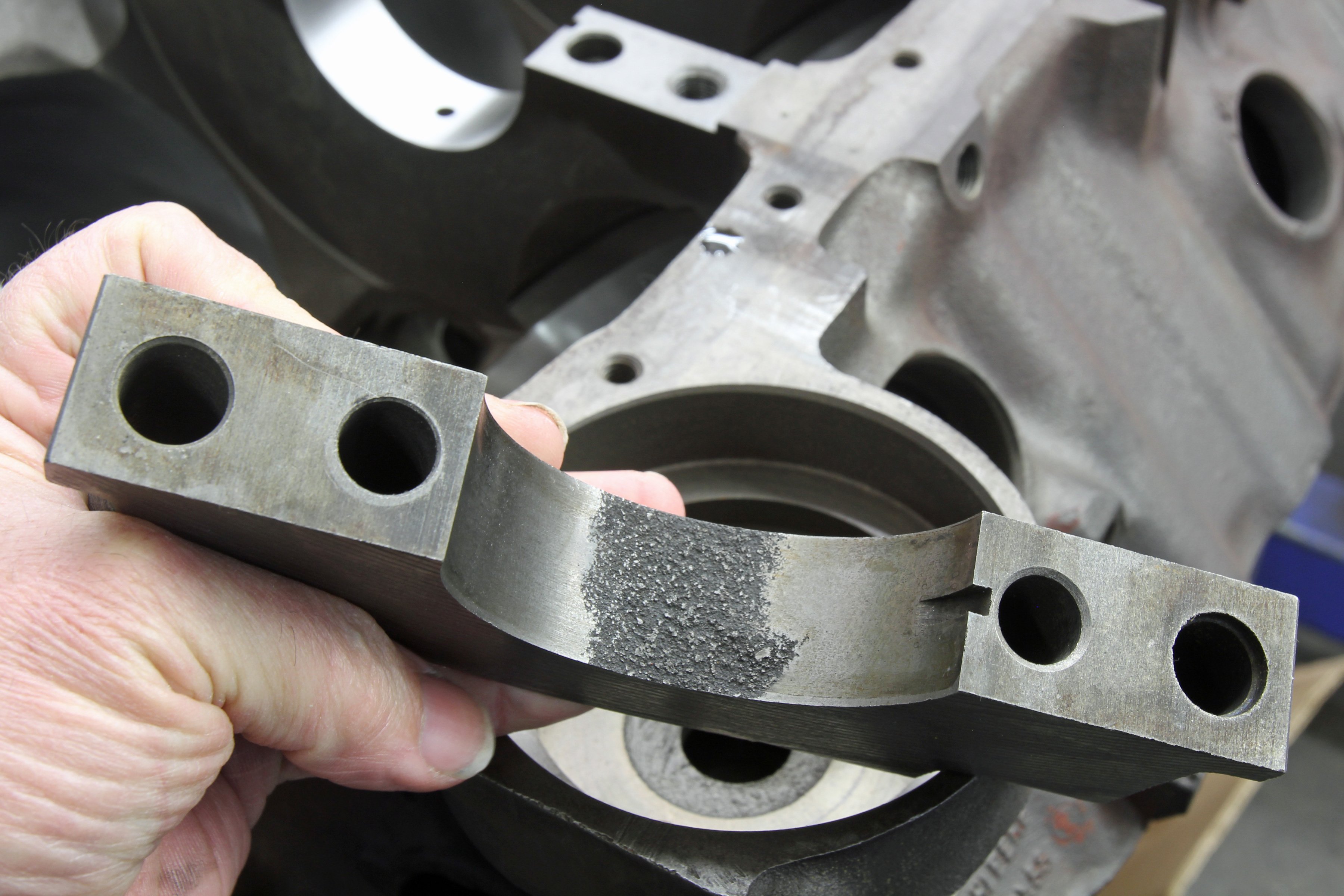
(Left) Before the caps can be machined, one side of each cap must be machined perpendicular to establish a 90-degree reference to properly mill the cap mounting surface. (Right) JGM’s owner, Ryan Peart, showed us this big-block Chevy main cap out of a running truck engine. Due to a casting flaw, the factory align-boring missed a portion of this cap. That’s not metal shavings at the top of the cap – that’s a non-machined surface. Obviously, this needed a new cap and a complete align hone, as well.
Inconsistent or out-of-spec housing bore diameters are a far more common reason for align honing. To continue our big-block Chevy example, we spoke with Ryan Peart, owner of Jim Grubbs Motorsports in Valencia, California, to go over some of the finer details.
GM’s spec for the Rat motor’s housing bore is a range from 2.9370 to 2.9380-inches. Peart says in an ideal world, he will set the mid-point of that range, which would be 2.9375 inches, and use that as his goal. What is common with big-block Chevys and many used engines is that the bore diameters will vary by 0.001 inch or more. Because this directly affects both main bearing clearance and bearing crush, it’s best to make the bores consistent.
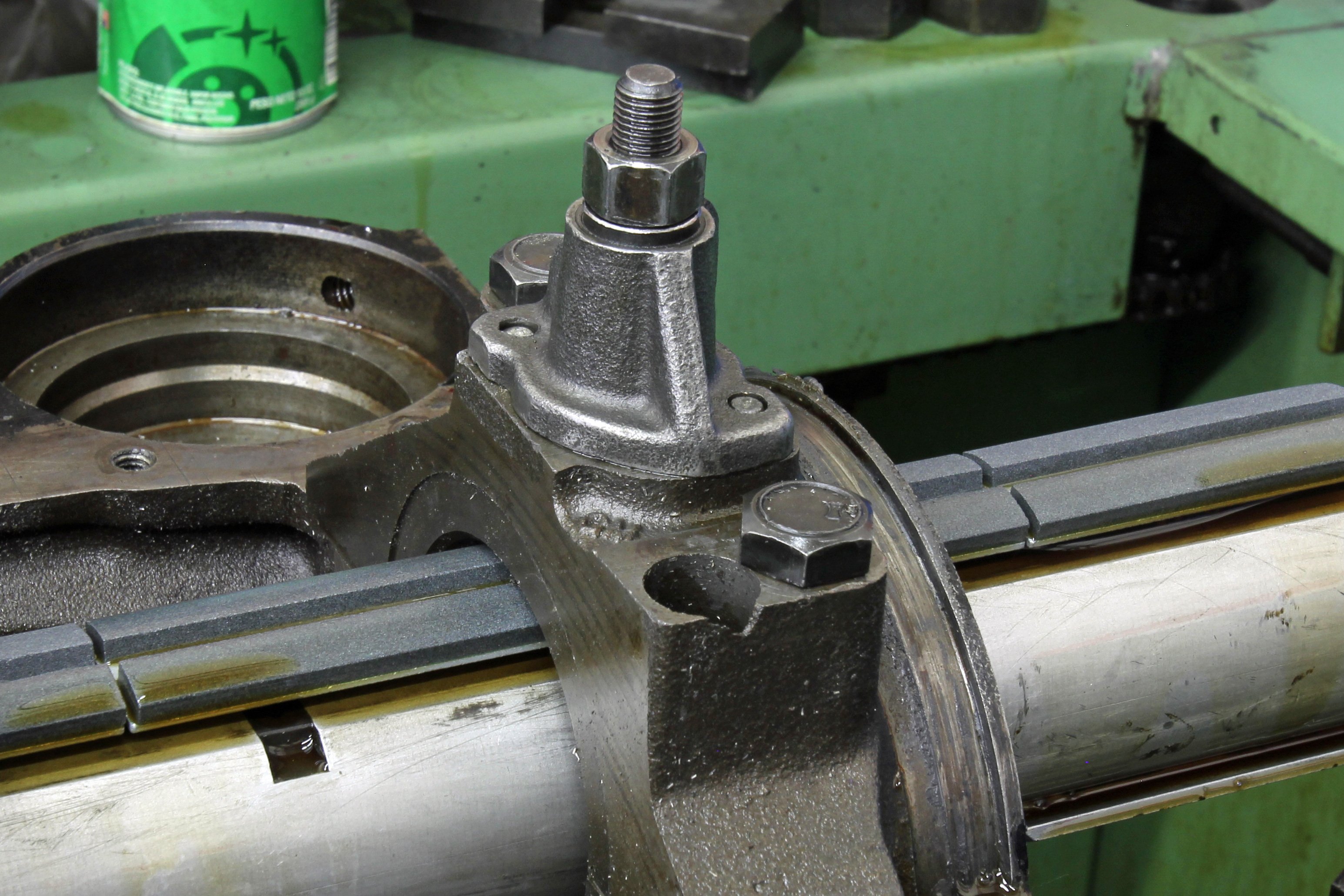
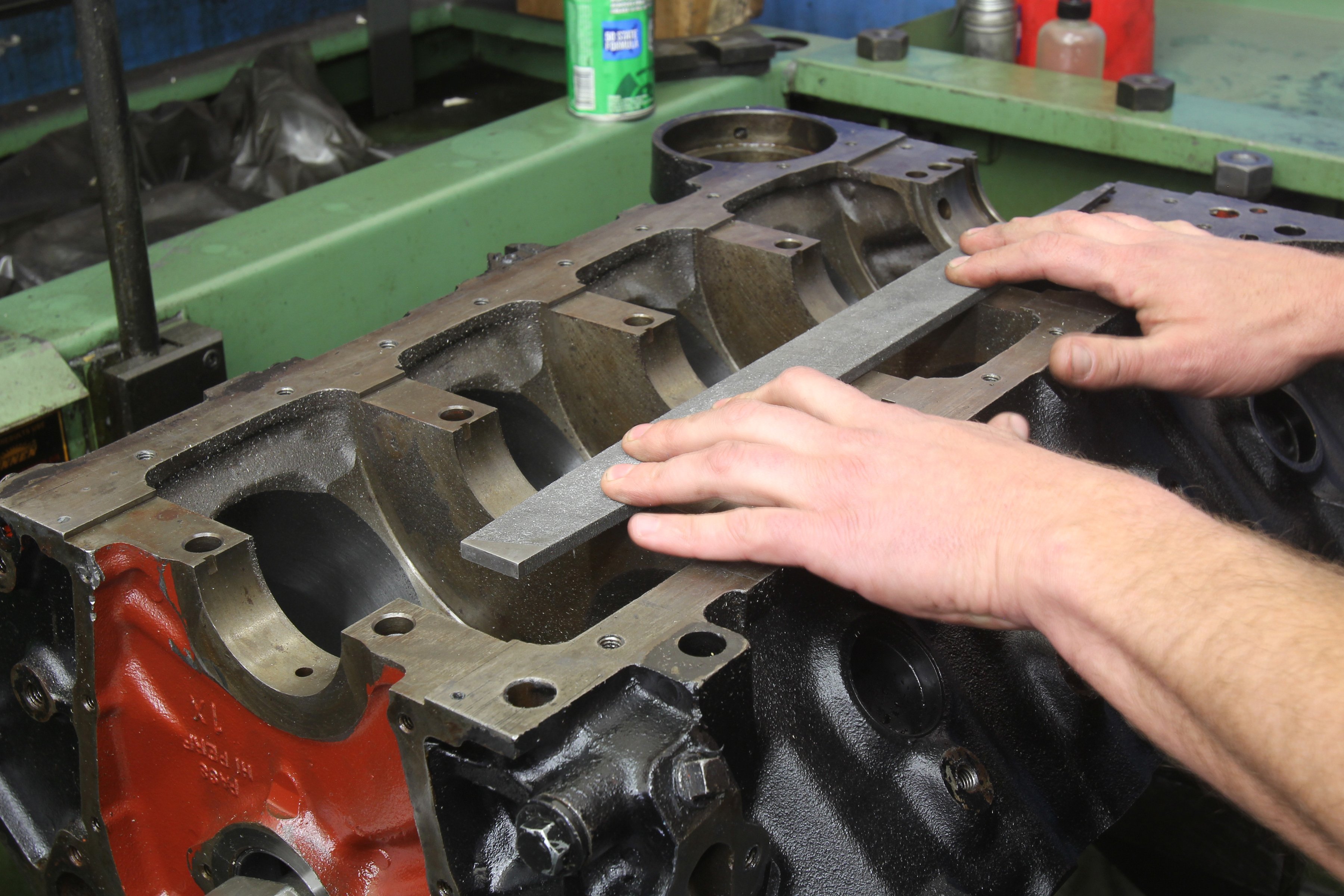
(Left) When align honing small- and big-block Chevy blocks, the machinist will also install the mounting portion of an oil pump to simulate the stress on the Number 5 main cap. This is also why new bolts or studs (if used) should be included before machining begins. (Right) It’s common to find a raised portion of the housing bore on used blocks. This raised edge will affect housing-bore accuracy, so Peart uses a large flat file to ensure all the edges are removed before machining starts.
Peart says he will cut the caps to create the minimum side of the spec and then custom set each main opening to the crankshaft to establish the desired bearing clearance. This takes more time but offers a custom fit between the crank and the block. It also saves purchasing a second set of under- or oversized main bearings to establish the bearing clearance. He uses this same procedure when resizing the big end of connecting rods as well.
Main Bearing Housing Bores for Small- and Big-Block Chevys
| ENGINE | SPEC (IN.) | NOMINAL SIZE (IN.) |
| SBC (283-327) | 2.4906 – 2.4916 | 2.4911 |
| SBC (350) | 2.6406 – 2.6415 | 2.641 |
| SBC (400) | 2.8406 – 2.8415 | 2.841 |
| BBC (MKIV) | 2.9370 – 2.9380 | 2.9375 |
| SBC Gen III | 2.7509 – 2.7515 | 2.7512 |
Loose Caps Mean Loose Bores
Another easy way to spot a block that needs align honing is if the main caps fit into the reliefs in the block without interference. If the main caps easily drop in, then it is a clear indication that the block needs help.
In this case, Peart uses a blunt edge chisel on the edge of the block nearest each side of the cap and carefully hammers the metal to establish a proper cap register. Of course, doing this pinches the main cap, forcing a change to the inside diameter of the main web. Once a good interference on the cap register is created, then the block will need align honing.
Often a block that has seen high-performance abuse will leave witness marks, called fretting, between the block and main cap. This occurs mainly because the register is not sufficient to keep the caps in place. Improving the cap register and ensuring that the mating surface on the block is as flat as possible are the best ways to prevent cap fretting.
Peart says, often the inboard edge of the flat portion of the block nearest the bearing will be raised, creating a slight ledge. He will remove this with a large flat file to ensure a level contact surface for the cap.
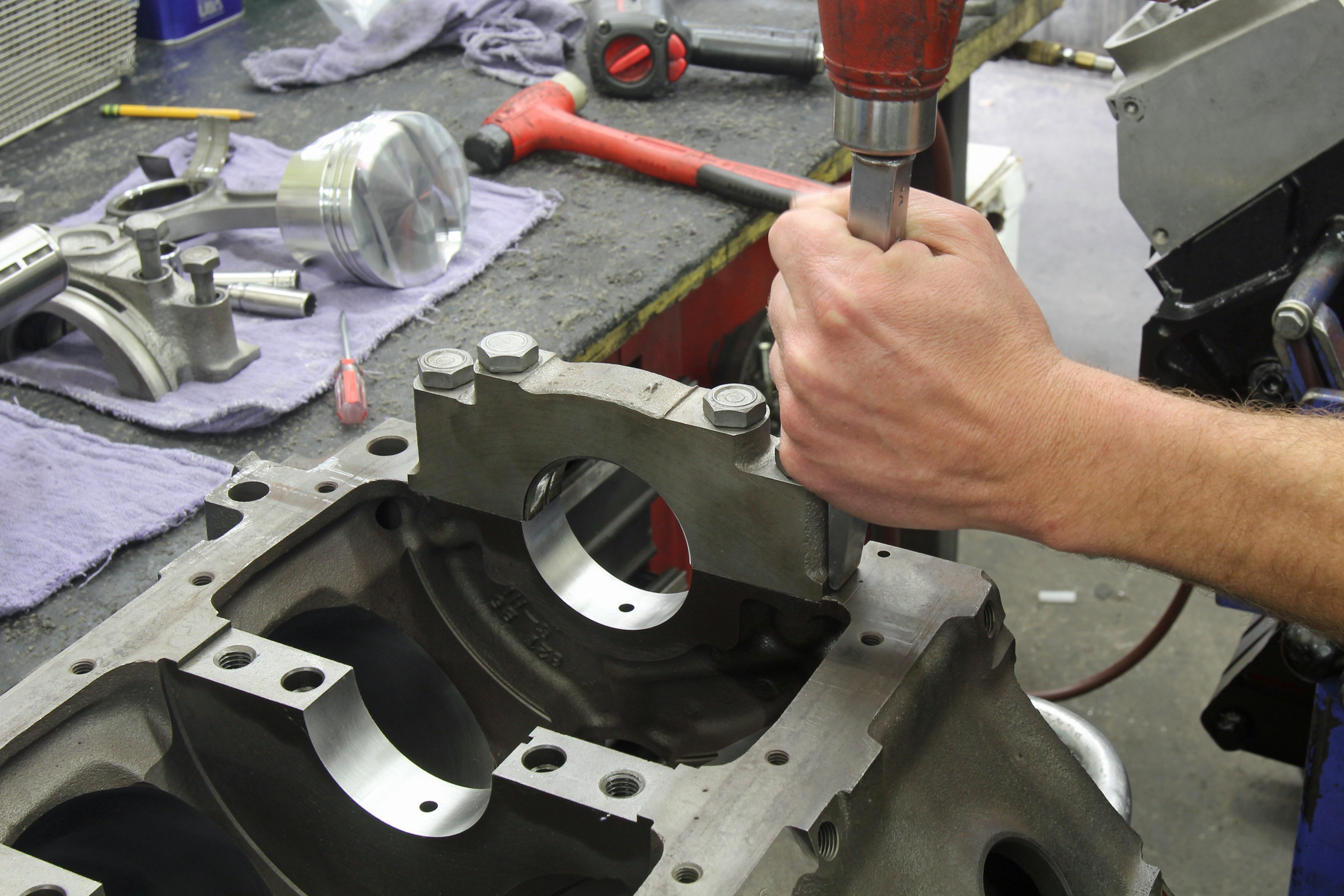
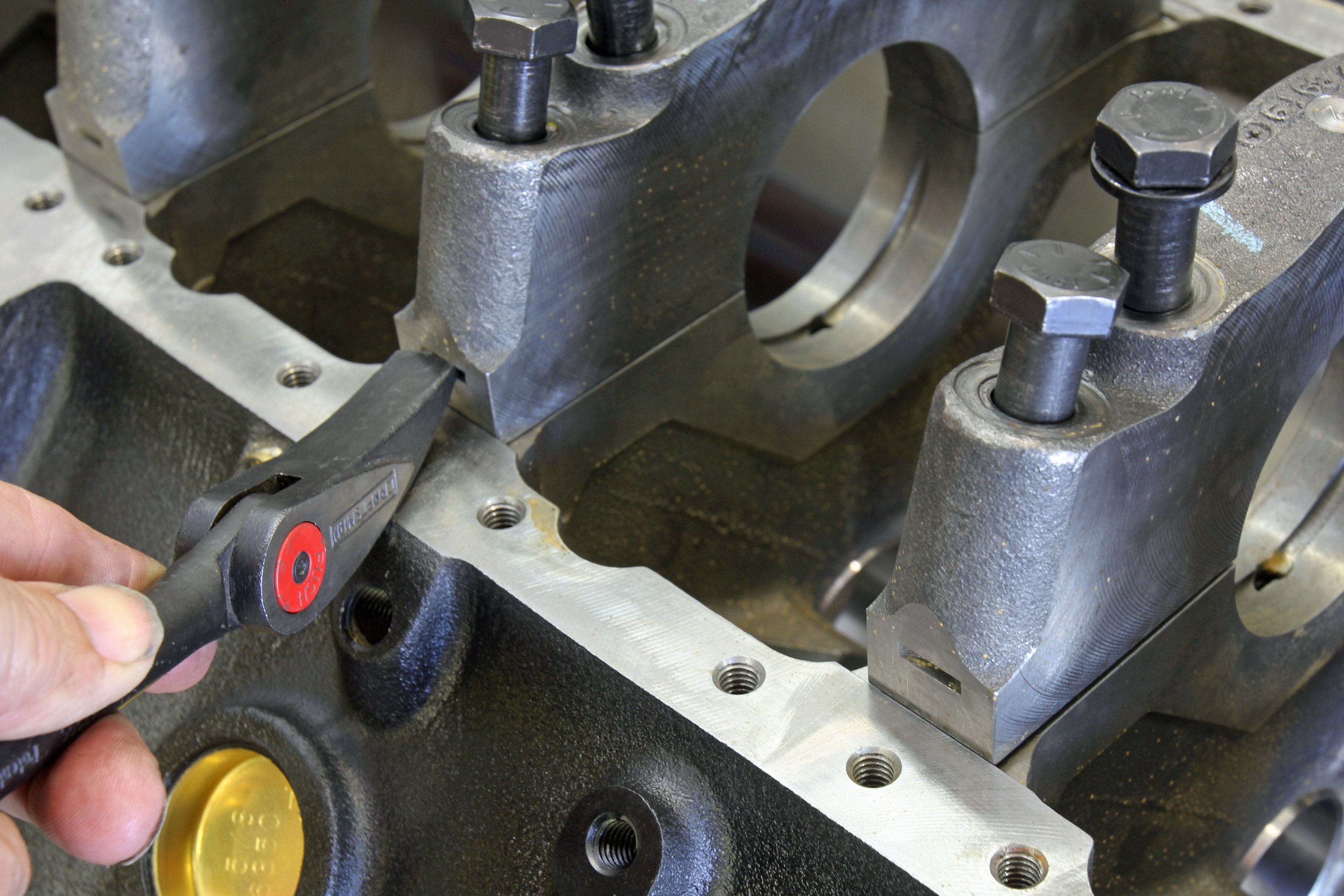
(Left) All main caps should offer a slight interference-fit into the block. It’s common to find a used block where the caps fit loosely. JGM showed us how they use a blunt, rounded chisel to move metal laterally to create that interference. Of course, this also pinches the main cap, requiring align-honing to repair the run-out in the main web that will occur. (Right) This new big-block casting from Blueprint engines offers reliefs in each main cap to use a pry bar to easily remove the caps. All aftermarket blocks like those from Dart and World Products, among others, offer this feature.
Align Honing Is More Than Just Honing
The align honing procedure begins by establishing a flat, machined finish on one vertical side of the main cap. This is required to create a perfectly flat cap surface to the block. Then Peart carefully trims somewhere in the neighborhood of 0.003 inch (usually) off the bottom surface of the cap.
This reduces the inside diameter of the housing bore, giving the hone some meat to work with. The hone can be carefully passed through the now-smaller bores to open them up to the desired final inside diameter.
During the honing process, it’s not unusual for one or more caps to open up faster than a neighboring bore. If this occurs, the machinist will then loosen the main cap bolts on the cap(s) opening up faster, to minimize removing any further material from that bore. It’s also common to rotate the block 180-degrees halfway through the procedure to ensure even material removal.

To achieve an even align hone requires time to execute since not all the caps will have material removed at the same rate. Often, one or more caps need to be loosened, so no additional material is removed while bringing the other bores into spec. Peart will set his main housings within 0.0002- to 0.0003-inch of the inside diameter necessary to establish the desired bearing clearance for a given crankshaft.
Sometimes You Need to Get Bored
The more aggressive align-boring technique is generally reserved for main-cap conversions where iron or billet-steel four-bolt main caps will be added to a block. The most common option (on a V8 engine) is to convert the center three caps.
Peart says new aftermarket caps can be as much as 0.050- to 0.060-inch undersize. This requires several 0.010- to 0.020-inch cuts individually on each of the three new caps in the block. Once the caps are cut to within 0.003 inch of their final size, the bores are then honed to the finished size.

If new steel main caps like these from Dart will be added, they will require align boring followed by a finish align honing.
Align boring can move the main-bearing centerline perhaps as much as 0.005 inch. If the crank centerline moves closer to the camshaft, this will reduce the timing chain tension. To remedy this, Cloyes (among other companies), offers a 0.005-inch shorter chain option to eliminate that loss of tension if the centerline moves that far.
As you can see, the align-hone process requires skill, patience, and proper measurement techniques. The time required to perform these tasks is the main reason this process can be expensive. But, the result is a squared main-bearing webbing that will accurately support the crankshaft. A qualified machinist working with his align-hone machine can produce a block that is far superior to production tolerances. It is this precision that creates an excellent foundation for a performance engine.
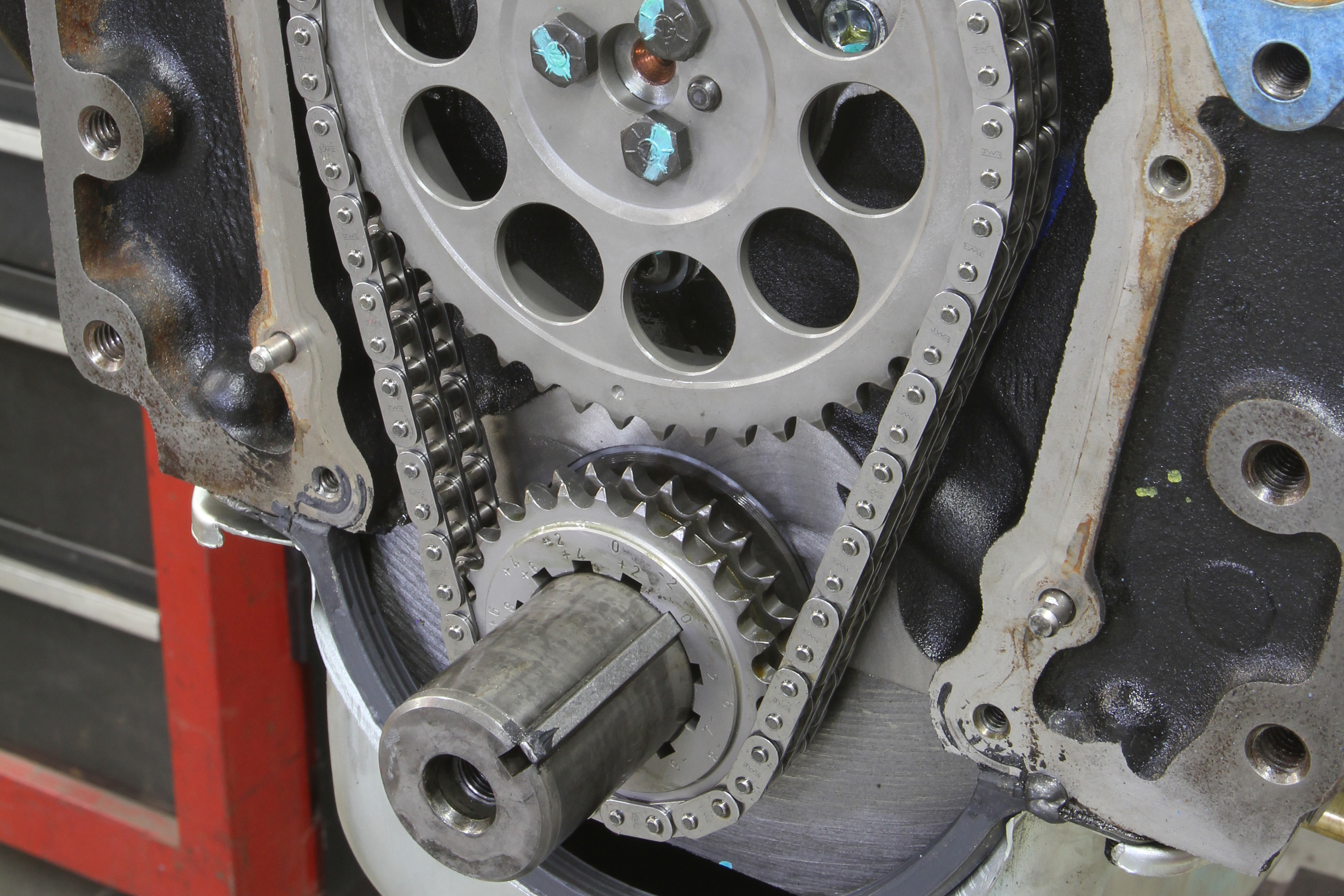
Generally, align honing will only move the crank to camshaft centerlines closer by 0.001- to 0.0015-inch. If the block requires align boring and 0.010-inch is taken off the caps, then several companies offer 0.005-inch-shorter timing chains to compensate.