Although head gasket technology continues to advance, certain engine combinations call for a little “help” to contain extreme combustion pressures. For maximum clamping pressure around the combustion chamber, engine builders may turn to devices known as “O-rings” or “fire-rings.” Designed to increase the cylinder sealing in high-cylinder-pressure applications, these pieces of metal surround the bore and chamber, supplementing the head gasket’s sealing ability.
This practice requires cutting a single or multiple groove(s) around each cylinder and placing a metal ring in either the deck of the cylinder head or block — or both. Typically, a corresponding receiver groove is also cut on on the opposing surface in the block or head. O-rings can be made of mild steel, stainless steel, or (less commonly) copper wire, or machined from tubing to form a “fire-ring” (also known as a “hoop”) as used in Top Fuel drag racing engines.
The Right Gasket for an O-Ring
So, when is a newer technology gasket such as multi-layer steel (MLS) sufficient? And when is it necessary to look at other options?
“There is no real hard-and-fast rule to determine what type of head gasket is needed,” said Mike Hupertz, test and R&D engineer at Cometic Gasket, Inc.
“Part of the engineering process is to look at the sealing joint as a whole, meaning what type of fasteners are used. Are they using studs, bolts, or an OEM torque-to-yield fastener? Other key design parameters include how much cylinder pressure needs to be sealed, what type of fluids need to be sealed, and at what pressures. Also, what type of casting material is used and overall stiffness of the joint all play into what style of gasket is needed,” says Hupertz
“With that said, we have had great success with our MLX stopper design in applications making in excess of 1,800 horsepower. We have customers who prefer a copper gasket with a wire ring, which we also produce. One application that comes to mind is a five-inch-bore-spacing BBC nitrous engine. Cometic offers a variety of materials and designs for all applications,” Hupertz explains.
“We work directly with engine builders, race teams, and the general public to provide them the best sealing arrangement for the application. Most common offerings from Cometic are based on one of five different technologies: MLS, MLX, copper, fiber, and Phuzion, which is a spring-energized/MLS hybrid.”



Cometic offers a variety of materials and designs for all engine applications. It works directly with engine builders, race teams, and the general public to provide the best sealing for the applications. These include its MLS embossed combustion seal head gasket (left), MLX stopper combustion seal head gasket (middle), and Phuzion spring-energized combustion seal (right).
Fire-rings for Max-Effort Builds
Jon Bennett, co-owner of Bennett Racing Engines and KBX Performance in Haleyville, Alabama, specializes in small-block Fords for high-end street-performance and heads-up drag racing. For the street, engines range from 700-horsepower naturally aspirated on pump-gas to 1,200-horsepower twin-turbo engines. Bracket-style engines in the 800- to 850-horsepower range make up much of the output of the shop, which is also expanding its LS Chevy program.
After years of experience, Bennett has settled on the parameters for what high-performance combustion sealing system he uses on each type of engine build. High-powered street engines use Cometic MLS gaskets. But for maximum-effort, race-only engines with power adders, he now uses solid stainless-steel fire-rings with copper gaskets. Medium-effort track-only engines may use either combination.
Early on, Bennett said, his shop started with stainless steel wire o-rings and .040- to .050-inch copper gaskets, with an O-ring in the block and a receiver groove machined in the head. Small-block Fords suffered combustion leakage between cylinders., partly because of having only 10 head bolts.
To remedy that, the shop tried a .070- to .090-inch copper gasket and ran an O-ring in both the head and the block, but still experienced combustion leakage. Bennett noted that either of these sealing methods work better on other engines, such as Chevy LS, small-block, or big-blocks, because of their greater clamping force from additional head bolts.

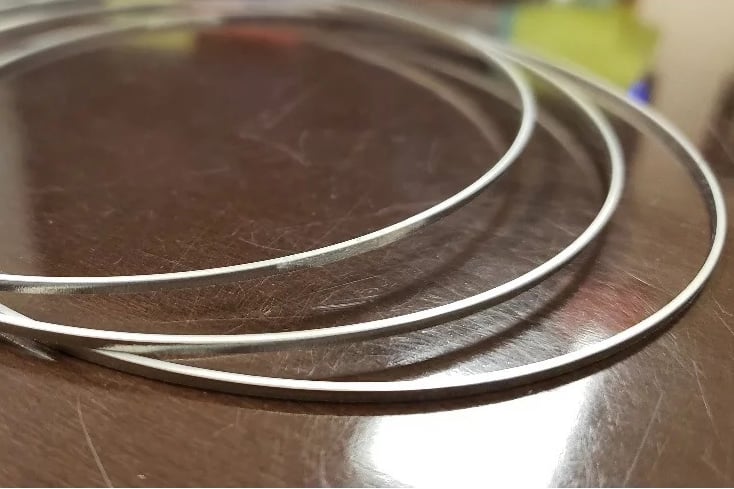
Stainless steel O-ring wire (left), such as this spool from Goodson Tools & Supplies, and fire-ring "hoops" (right) from Flatout Gaskets, fit into machined grooves to help contain high-combustion pressures on "max-effort" racing engines.
“Then the MLS gaskets appeared,” Bennett says. “We immediately switched to them and had great success. I can remember in 2012-2013, we had a twin-turbo radial car that ran 4.27 at 3,100 pounds with Cometic MLS gaskets, and we never hurt a gasket. It was a ‘wet’ engine, meaning water in the block and running through the deck of the head.”
The shop also used Cometic MLS gaskets through 2015 on cars in the X275 class, Bennett recalls. “But when static compression started rising and converters started getting tighter and tighter, which really ‘lugs’ the motor on the gear change, we started seeing issues. For a brief amount of time, we tried to use Cometics along with dry-decking the block and heads, but we began to see issues with that.”
We knew if we mastered the SBF that the LS, BBF, BBC, and SBF 18-head-bolt engines would really seal due to the additional head bolts. — Jon Bennett, KBX Performance/Bennett Racing Engines
Success With MLS Gaskets is no Accident
Bennett shared his experience in using Cometic MLS or MLX stopper gaskets successfully. “The first is, don’t panic when you see carbon tracking on the block,” he says. “In some cases, you see carbon on the hangover area below the head on the deck of the block. Many see this and assume the gasket is badly blown, but in many cases, I have seen cars run many more passes with no issues with carbon tracking.”
“We learned that after initial heat cycles on inline [-valve] heads – especially new sets – the head will lose torque. So we now retorque after the heat cycle and after the first full pass. When I say, ‘retorque,’ I mean set the wrench on 115 lb-ft and pull, not a back-off-and-retorque method. After the first run on a boosted engine, I have seen as much as a 25 lb-ft drop [in fastener torque]. We tested this in 2014 on an X275 car with TFS High Ports and went from tracking after a couple passes to no tracking for 40 passes.”
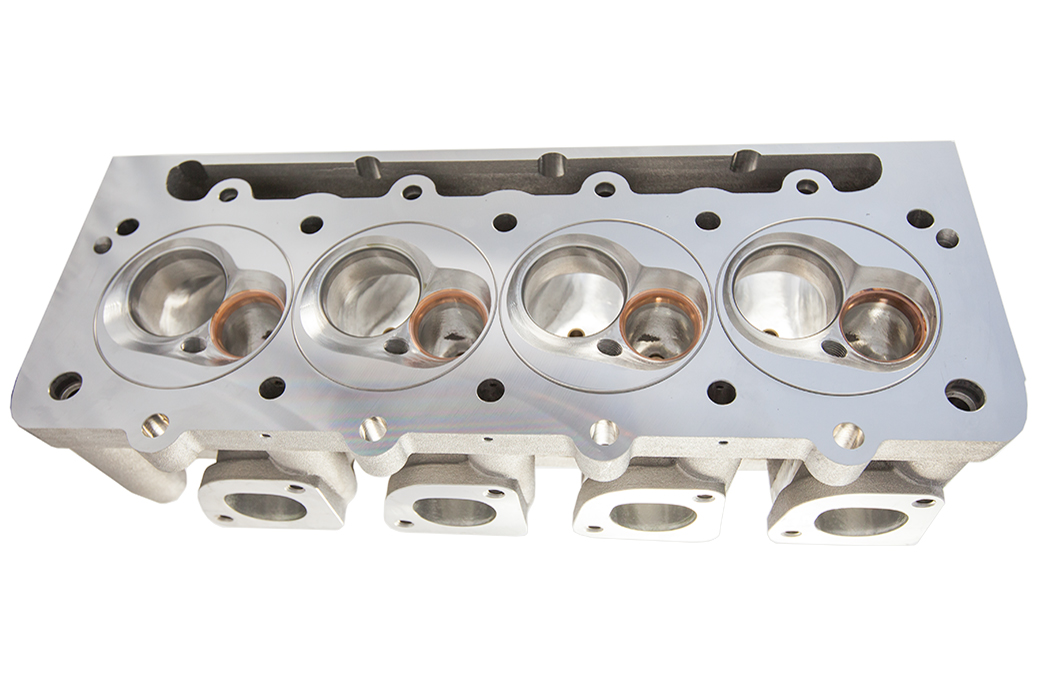
Bennett Racing Engines adds fire-rings to cylinder heads, such as this Edelbrock SC1 Ford small-block head, for all “max effort” engines.
Bennett likens fire-rings to an “overgrown o-ring,” which he installs in the head, with a companion receiver groove in the block. He saw the Top Fuel world turning to fire-rings and decided to give them a whirl. After testing began in 2013, the shop began building all high-powered engines with them within the next several years.
Bennett concentrated on the small-block Ford platform to find the ideal fire-ring size, block receiver-groove dimension, and gasket thickness. It’s been the setup used since then on “max-effort,” high cylinder-pressure applications.
“We knew if we mastered the SBF that the LS, BBF, BBC, and SBF 18-head-bolt engines would really seal due to the additional head bolts,’ Bennett says. In 90-percent of the engines his shop builds with fire-rings, the heads and block are dry-decked.
“Wet blocks, with water passages on the decks of the heads and block, are tricky with fire-rings in terms of sealing water externally. You can develop an external water leak into the lifter valley or on the exhaust side of the head. We feel this happens due to excess hangover of the fire-ring, which really seals the cylinder but does not give the same clamp load across the entire surface of the gasket.”
“That causes the water ports not to seal perfectly, vs. say, an MLS gasket that has equalized torque across the surface. If we are forced to use a wet block with a fire-ring, we do make a machining adjustment [deeper] on the receiver groove, and we heavily coat the gasket with RTV sealant.”
O-Rings for the Wild Irish
Nick Bacalis, head engine builder and shop foreman at Wild Irish Engines in Danville, Indiana, builds all types of engines for drag racing, high-performance street, sled-pulling, sand drags, and circle track. He is also the race shop manager at the co-located Sullivan Racing for Wild Irish-owner Craig Sullivan’s Pro Mod car, “Barn Burner,” which serves as the in-house R&D car.
“I would recommend going to an O-ring with copper head gaskets above 30 pounds of boost,” Bacalis says. “With nitrous cars, they should be used on any large-bore (4.750 inches and above) flowing over 3,000 pounds-per-hour of nitrous. I see it more for cylinder pressure than how many head bolts. Below that, I use MLS head gaskets.”
Copper head gaskets are the original gaskets used with O-rings and are still a viable option in common use.
Fire-rings seem to better-contain extreme boost levels than do O-rings, he added. And he recommends them for engines with 40 pounds of boost or more, and for nitrous oxide-fed Pro Mod-type engines with a big bore with more than 3,500 pounds per hour of nitrous.
Either the block or the head can be machined for the ring or the receiver groove, and Bacalis said he uses a different installation method for O-rings than he does for fire-rings.
“I like o-rings in the block because the heads can warp a little and be easily milled flat during freshen-ups without pulling the ring out,” he said. “Most of the time, we install the fire-rings in the heads, because the aluminum, being softer than steel, makes for easier installation.”


Nick Bacalis, of Wild Irish Engines, prefers to install O-rings in the block so the heads can more easily be resurfaced. He prefers to install fire rings in the cylinder heads though, as seen in this DMPE Hemi head (left)for a screw-blown Pro Mod 521ci engine, and an Edelbrock GV2 small-block Ford head (right) for a 420ci engine running an X275 Procharger at 30 to 34 pounds of boost.
Getting Into The Groove
Mark Adelizzi, president of Flatout Gaskets in Mundelein, Illinois, noted that engine builders will have to find out what the correct “out-height” (or protrusion) is for the O-ring or fire-ring for their engine combination. That will optimize the balance between combustion seal loading and gasket body loading, especially for “wet” engines, where copper gaskets can prove more difficult to seal against coolant passages. If a rubber-coated Flatout gasket is not used, RTV, Hylomar, or another type of sealant can be applied to the gasket to aid sealing.
As shown in the diagram below, a typical out-height on a .060-inch-tall hoop is .025 inch, compressing a .060-inch-thick gasket above a .012-inch-deep receiver groove. “We want to not only build up loading in the ring area, but also to contain it with the receiver groove,” says Adelizzi. “The goal is approximately 30-percent more on the ring than the body of the gasket, especially if it’s a dry-deck block. You want a little less — 20- to 25-percent — on a coolant-style block, because you want a better balance between combustion seal vs. gasket body loading, hence no coolant leakage.”


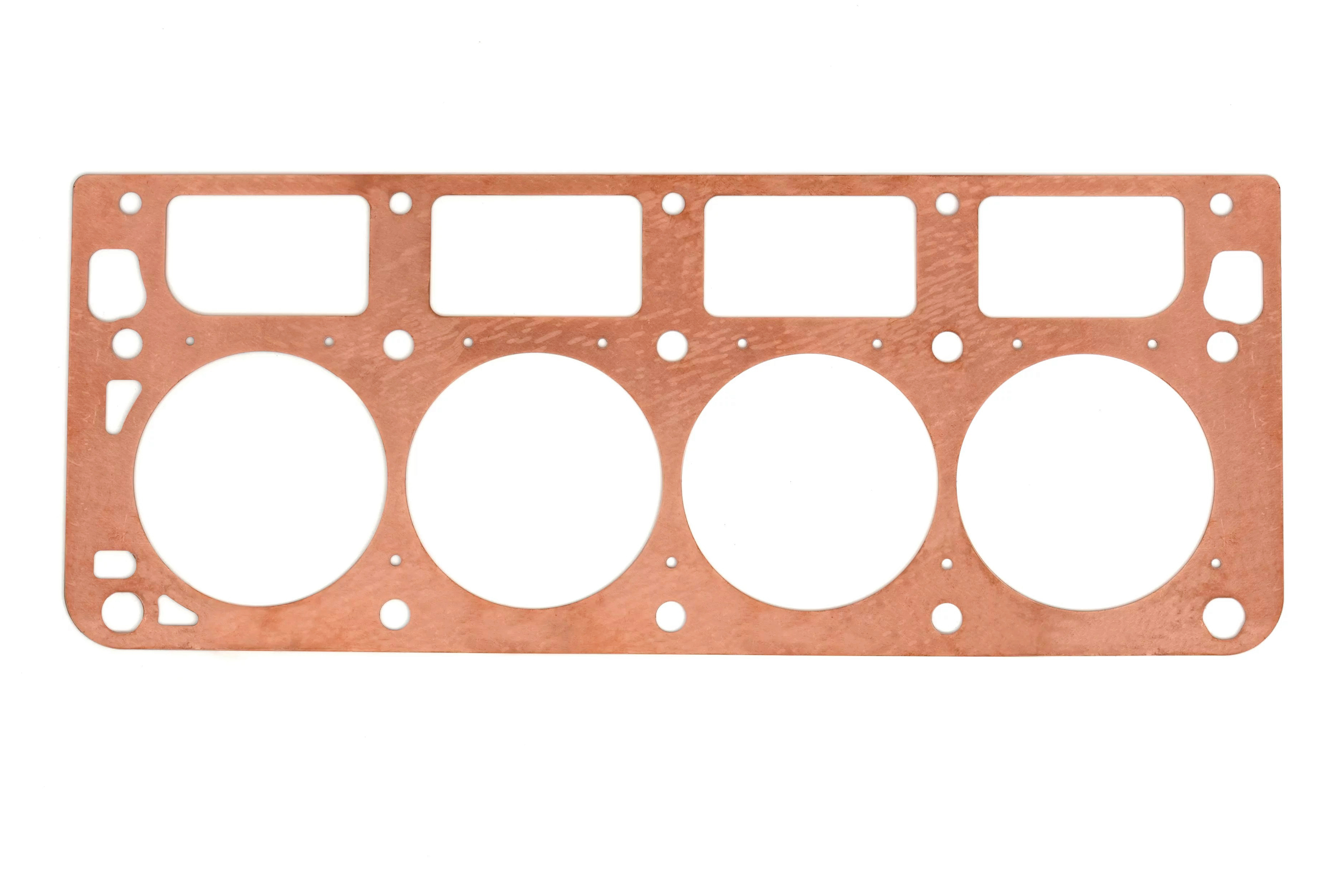
A used Flatout copper gasket (left) shows the impression a fire ring, which would be installed in the cylinder head, makes in the gasket. Flatout Gasket's diagram (right) illustrates how its combustion hoop compresses the copper gasket into the receiver groove cut into the block. Some builders prefer to place the hoop in the block or cylinder liner.
“One-Size-Fits-All” Does Not Apply
Chris Ouellette, marketing project manager at BHJ Products, manufacturer of a popular o-ring and receiver groove cutter, notes there is a wide variety of how grooves are cut for O-rings and fire-rings. “There are no hard-and-fast numbers across the board for what to do,” he says. “A big-block Chevy with an MLS gasket vs. a copper gasket could have different results.”
New users are often curious about where to place the groove, he says, so the company’s recommendation is to consult with the head gasket manufacturer. “People assume, ‘I’ll put a Cometic on there, and it will take care of everything.’ Well, I’ve been selling O-ring-groove cutters to people using Cometic head gaskets for 12 years now.”
Extreme combustion pressure-sealing needs, such as a twin-turbo LSX or a Cummins diesel sled puller, will call for O-rings in addition to MLS gaskets, he said. In fact, the Cummins B-series, which includes the 5.9 and 6.7, as well as the 3.9 and 4.5-liter four-cylinder engines not found in pickups, were the company’s number-one-selling application for new customers for 10 or 11 years —outselling everything else combined.

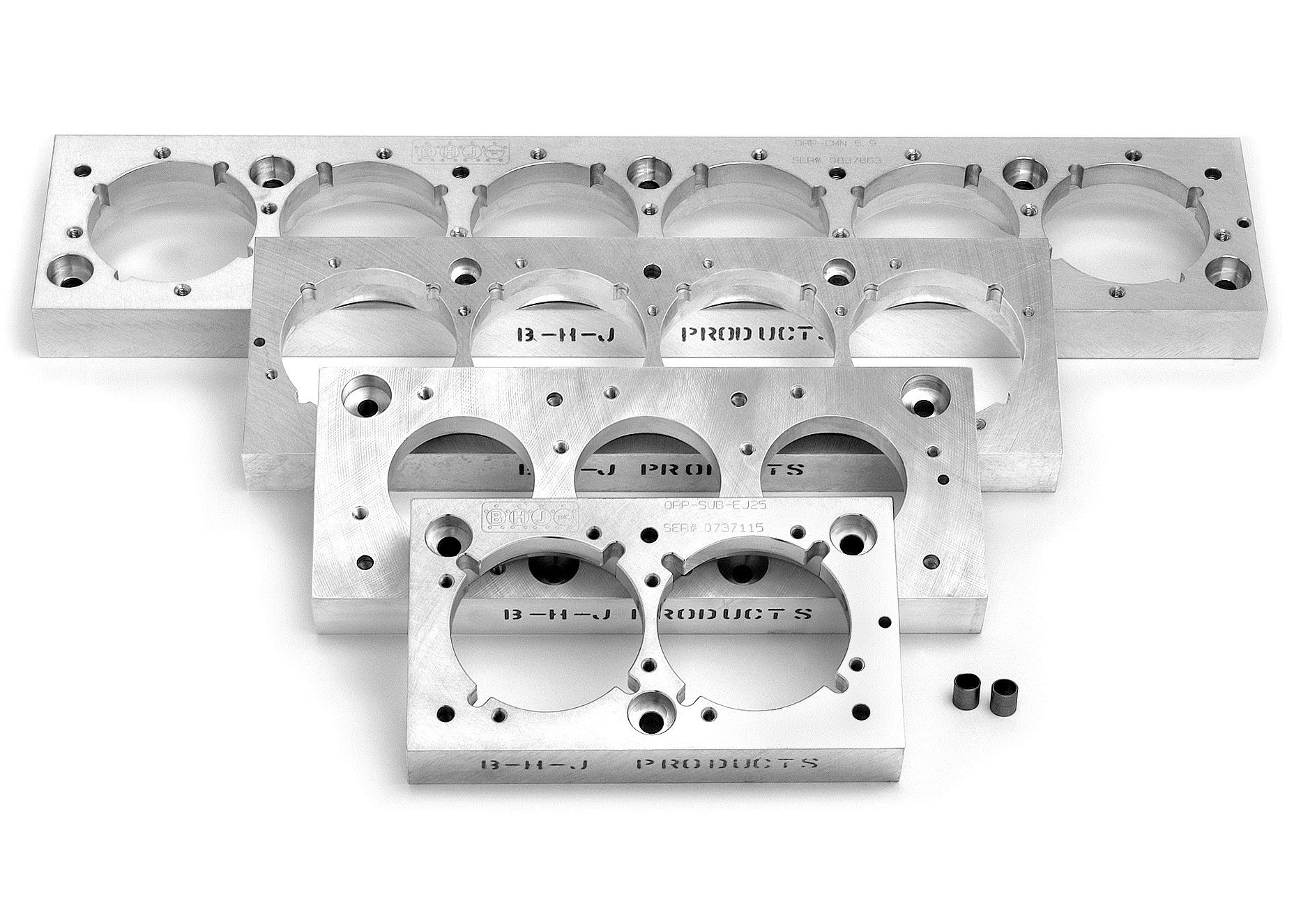
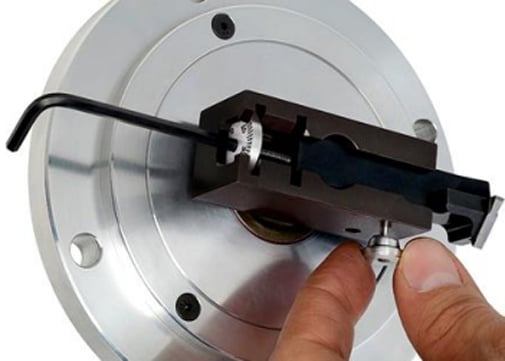

BHJ Products' O-ring and receiver groove cutter can be used to install O-rings or fire rings. The tool (left, top) uses register plates (top right) to bolt to the head-gasket side of the cylinder head (the bolts go through the top). The diameter adjustment is made to the bottom of the cutter-head assembly (bottom left), which is then bolted to the register plate. The depth-adjustment ring under the handle is rotated to set the desired depth. Normal palm pressure is exerted on the crank handle as it is turned, which will be easier and smoother as the cut is completed. A dial-indicator ( bottom right), inserted in four points of the cut, verifies the depth of the cut.
“But in the last four years, the 6.0-liter Power Stroke has really taken over,” Ouellette says. “Once everybody figured out how to keep it from leaking all over the place, they started turning up the power. Some of those builders are offsetting grooves, installing a 4.100-inch groove in the head and a 4.300-inch groove in the block, or vice-versa. So, the gasket goes up over one wire and under the other one without putting a kink in it.”
Some builders use a mill, often CNC-controlled, to cut O-ring, fire-ring, or receiver grooves, but Ouellette notes the BHJ cutter’s advantage for those shops is in its portability and quick setup. Using a triangle-shaped carbide cutter, it uses a hand crank to cut the groove within a register plate dedicated to each engine family. A .039-inch groove, cut for a .041-inch wire O-ring is a typical size, although several larger standard sizes are available, including for cutting grooves for fire-rings.
Custom sizes are available by special order, or a shop can make a pass for the inner diameter and another for the outer diameter to cut the wider groove. “If somebody needs to get it done fast and they don’t want to spend money on a custom cutter, that’s how they can do it,” explains Ouellette
For optimum sealing with wire O-rings, the recommended method is to begin and end the installation of the wire near a head-bolt hole. Then cut each end of the wire with side-cutters and file them to a 30-degree angle, so they overlap. “When you hammer it in, now you’ve got those two angles overlapping each other, it acts like an expansion joint, where at either the cold or hot end of the cycle, you don’t have two ends butting up together and binding, opening up a gap.”
In the last four years, the 6.0-liter Power Stroke has really taken over. Once everybody figured out how to keep it from leaking all over the place, they started turning up the power.–Chris Ouellette, BHJ Products
Copper Wire and MLS Gaskets
“A common use for copper wire is for use with MLS gaskets,” Ouellette says. “When the Honda guys were starting to drag race, there was no Cometic gasket yet, and nobody wanted to make a copper gasket for a Honda. So they were basically stuck with a factory Honda MLS gasket.”
Ouellette continues, “They said, ‘We’ve got a stainless gasket; let’s use a copper wire.’ So what they did was cut the groove with the same depth as the guys using a copper gasket and stainless wire, but now what they had was a hard gasket and a soft wire. Torque the cylinder head down, and the copper wire crushes, creating a high-pressure ring all around the cylinder bore, instead of the hard wire making an impression in a soft copper gasket.”


Haisley Machine can cut grooves for fire rings in blocks, but its specialties are reconditioning heads sent in for resurfacing, performing valve jobs, and cutting grooves for fire rings.
Copper wire continues to be popular with certain import platforms, Ouellette said, including Nissan VR38s (the GTR engines,) Toyota 2JZ, and Mitsubishi 4G63, as found in the Evo. “But you could accomplish the same thing, basically, by sticking with a stainless steel wire, just backing off on the protrusion of the wire above the deck surface. So if you were protruding .010 to .012 inch with the copper wire, you’d only go with .005- to .007-inch of protrusion with the stainless wire. Part of that is because we provide only a heat-treated stainless wire. It’s extremely hard and springy; you can hammer away at that stuff, and you won’t dent it.”
Starting Life as Seamless Stainless Tubing
Rich Schendel, owner of Quality Repair Service in Janesville, Minnesota, said he makes any number of custom sizes of “hoops” for engine builders across the country from Top Fuel to smaller engines. He begins with 1/4-inch-wall seamless stainless-steel tubing and machines it to a tolerance of plus-or-minus .0005-inch for a press-fit in the block (or block liner, as found in fuel engines). He said depending on the application, the hoop will protrude anywhere from .015 inch to .025 inch.



Rich Schendel of Quality Repair Service shows off one of his hoops (top left), which has a square profile where it fits in the cut groove and a radiused profile on the side that clamps against the head gasket. The hoop fits into a machined groove in the cylinder head (top right). The photo at the bottom right shows how the hoop (normally installed in the head) clamps down on the copper head gasket around the cylinder. The bottom left photo shows the impression in the gasket, which can be reused until sharp edges are felt on the backside of the groove, indicating recession.
Stock-Block Cummins Plus Fire-Rings Equals 3,300 Horsepower
Van Haisley, who owns Haisley Machine in Fairmount, Indiana, with his wife, Patty, first drove a diesel pickup truck down the track in the summer of 1985. He’s been driving and building competition engines for sled-pulling and drag racing ever since.
The shop specializes in Cummins “B-series” engines and has more than 50 competition engines cycling through the shop each season. Its process was developed in 2002-2003 after months of research and development and more than $20,000 in parts, Haisley said. It has been an increasing part of his business for the past 11 or 12 years.
“The big business we do here is from customers who send in their head. We’ll surface it, grind their valves, and fire-ring just the head. That way, they don’t have to pull the block out of the truck,” Haisley says. “We tell people that a single groove is good for 80 psi of manifold pressure. But, if you want to run above that, or anybody who is running any kind of “drugs” at all [what Haisley calls chemical power adders such as propane or nitrous oxide], we tell them they need to go to the double-ring technology.”

Haisley’s fire-ring gasket kit includes a factory Cummins gasket cut so that it seals only coolant and oil passages, packaged with its fuse-welded .105-inch or .118-inch mild-steel wire fire-rings.
For Haisley’s fire-ring setup, the shop cuts out the factory stainless steel fire-rings from the OEM Cummins gasket so it seals only the oil and water passages. He supplies custom-made .105-inch or .118-inch-diameter wire rings that have been fusion-welded to form a continuous circle. In contrast to the gas engine builders, who want the hard stainless wire or “hoops” to compress the copper head gasket, Haisley said it’s desirable to have .015 inch of crush in the mild-steel wire used in his fire-ring setups.
A customer can buy just the factory Cummins gasket and fire-rings in one of three standard fire-ring sizes, but custom fire-ring sizes are available upon request. It’s suitable for high-horsepower daily drivers, too. Some bigger tractor-pulling engines run a “C” ring, with the open part of the “C” facing the cylinder wall, and a spring in the void keeping the “C” open.
“Those work fantastic,” Haisley says. “That technology came out of nuclear power plants. But at $130 a hole, the cost is hard to justify. We’ve got engines running 3,300 horsepower at 150 pounds of boost, and we just use these $8 fire-rings.”
While head gasket companies devote countless hours and dollars into continuing research and development, it seems that a decidedly low-tech approach still reigns supreme in extreme cylinder pressure applications. While that might change in the future, for now, a few dollars-worth of metal coupled with a metric-ton of know-how is still the ticket for today’s extreme performance engines.