TECH5 is a regular feature where EngineLabs asks industry leaders five technical questions. This week’s guest is Chris Brown, an engineer at ARP.
TECH5 is a regular feature where EngineLabs asks industry leaders five technical questions. This week’s guest is Chris Brown, an engineer at ARP.
EngineLabs: Why is it important that engine builders view head bolts as “springs” just as much as a “fastener?”
Brown: Primarily, it is important to remember the fundamental fact that all steels are elastic, up to a point, and so all fasteners act as springs. But one of the most important areas where we need that spring property is the head bolt/stud. Due to the fact that we have a deformable “spacer,” namely the head gasket, and the thermal expansion and contraction from engine temperature cycling, it is critical to maintain the necessary clamp load through all the thermal variations. Having the spring ability in the head bolt or stud is what enables it to maintain the clamp load through all the temperature conditions.
EngineLabs: Do we have an accurate understanding of the exact loads and stresses that both connecting rod bolts endure in a performance engine?
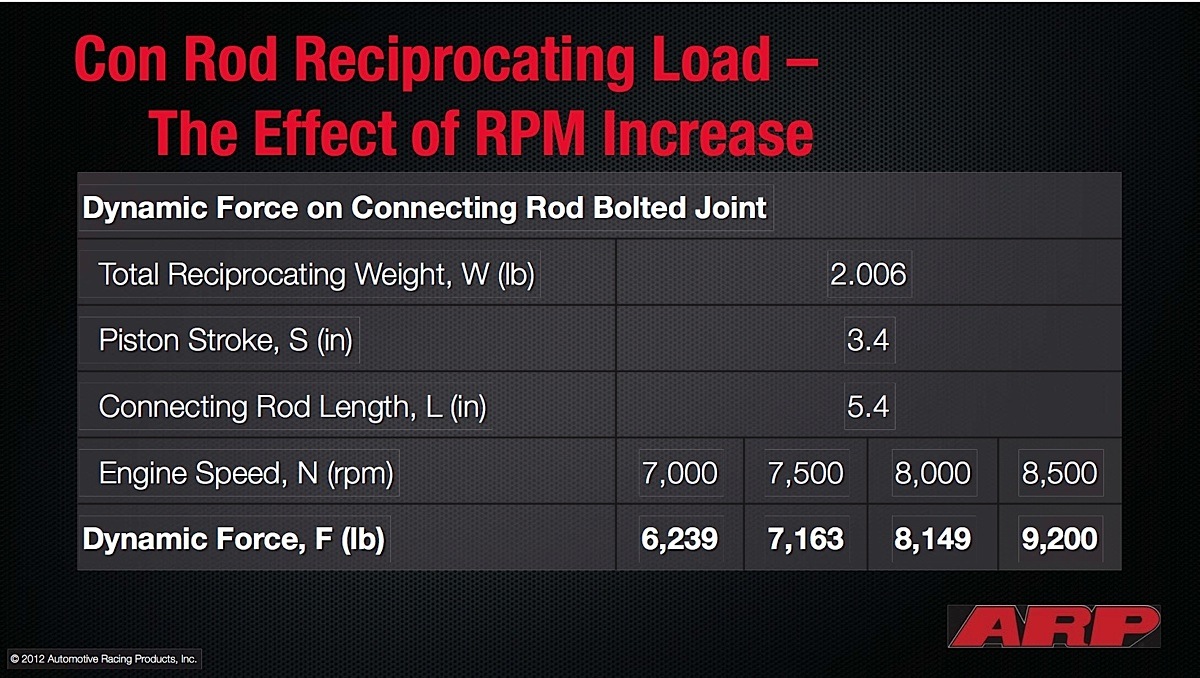
 Brown: We are able to get an accurate understanding of the reciprocating load on the rod bolt, based on key criteria such as the piston assembly and connecting-rod beam weights, together with the stroke of the crank, rod length and rpm. What is important to understand here is that the load on the rod bolts goes up exponentially with an increase in rpm, so a relatively small increase in rpm has significant increase on the reciprocating load. The bending loads that the rod bolt sees, due to deformation of the big end of the rod at TDC, is harder to calculate and depends on the of the design of the rod in that area and it’s corresponding stiffness. This bending stress on the rod bolts is additive to the tensile load and ultimately can result in a fatigue failure of the bolt, particularly if the bolt is not preloaded to its full potential. This is an area well worth researching to determine the correct bolt material strength and design and in turn, attention to detail during installation.
Brown: We are able to get an accurate understanding of the reciprocating load on the rod bolt, based on key criteria such as the piston assembly and connecting-rod beam weights, together with the stroke of the crank, rod length and rpm. What is important to understand here is that the load on the rod bolts goes up exponentially with an increase in rpm, so a relatively small increase in rpm has significant increase on the reciprocating load. The bending loads that the rod bolt sees, due to deformation of the big end of the rod at TDC, is harder to calculate and depends on the of the design of the rod in that area and it’s corresponding stiffness. This bending stress on the rod bolts is additive to the tensile load and ultimately can result in a fatigue failure of the bolt, particularly if the bolt is not preloaded to its full potential. This is an area well worth researching to determine the correct bolt material strength and design and in turn, attention to detail during installation.
EngineLabs: Assuming an engine builder traces a failure to the connecting-rod bolt, are there other contributing factors that he should consider and evaluate to make sure it’s not just the bolt?
Brown: What can outwardly appear as a straight forward rod-bolt failure, can very often be attributed to some other contributing factors after further examination. The most common of these is incorrect installation resulting in a lack of preload necessary to withstand the dynamic loading from the reciprocating load, which leads to joint separation between the rod and the cap and consequently fatigue failure of the bolt. Another common cause of failure of the con rod and bolts is oil starvation, which leads to the bearing failure. As the bearing breaks down, the clearance between the rod journal and the crank gets excessive, very often to the point where the bearing comes out of the rod and when the rod reaches TDC, the rod and piston become a slide hammer and shock load the bolt. The rod bolt is not designed to see that massive impact load and so a crack will initiate and spread rapidly across the threads and failure comes very quickly.
EngineLabs: Please explain “friction factor” and ARP’s strategy for addressing this dynamic.
 Brown: At the risk of stating the obvious, this is a huge issue and ultimately affects the preload or clamp load of any bolted joint, regardless of application. It is the subject of many case studies and is a subject that to cover properly requires more time that we have here. Ultimately, the resulting friction between the male and female thread flanks and the bolt or nut bearing surface and whatever work face it’s bearing down on, is what determines the preload from a given amount torque. Understanding, or anticipating what that friction coefficient is, is the key to applying the correct amount of torque, to achieve the calculated amount of preload, or clamp load. If the friction present is higher than anticipated, it will result in an under loaded joint; and if it is lower, it will create an overloaded joint. Either condition can or will cause failure of the components. The amount of friction present typically depends on the condition of the finish of all the surfaces and additionally, or hopefully, the lubricant being used. If the surfaces are extremely rough or chewed up, naturally the friction between those faces will be very high, so controlling or understanding those surface finishes is key to achieving the designed, or required preload. Typically the preload increases over several torque cycles, as long as there is no galling between the surfaces. This is because the surfaces get burnished or “polished” and so the friction coefficient decreases, meaning that less of the torque applied is lost to friction and as a result, more of it is applied to preload. This lead onto the next question.
Brown: At the risk of stating the obvious, this is a huge issue and ultimately affects the preload or clamp load of any bolted joint, regardless of application. It is the subject of many case studies and is a subject that to cover properly requires more time that we have here. Ultimately, the resulting friction between the male and female thread flanks and the bolt or nut bearing surface and whatever work face it’s bearing down on, is what determines the preload from a given amount torque. Understanding, or anticipating what that friction coefficient is, is the key to applying the correct amount of torque, to achieve the calculated amount of preload, or clamp load. If the friction present is higher than anticipated, it will result in an under loaded joint; and if it is lower, it will create an overloaded joint. Either condition can or will cause failure of the components. The amount of friction present typically depends on the condition of the finish of all the surfaces and additionally, or hopefully, the lubricant being used. If the surfaces are extremely rough or chewed up, naturally the friction between those faces will be very high, so controlling or understanding those surface finishes is key to achieving the designed, or required preload. Typically the preload increases over several torque cycles, as long as there is no galling between the surfaces. This is because the surfaces get burnished or “polished” and so the friction coefficient decreases, meaning that less of the torque applied is lost to friction and as a result, more of it is applied to preload. This lead onto the next question.
EngineLabs: Why is there such a disparity between lubricants in this situation? And how did ARP arrive at its formula?
Brown: The disparity between the friction coefficients or performance of different lubricants, is the result of its makeup, or rather the ingredients or elements that go into producing it. A lot of lubricants are designed for specific set of conditions or applications, so as with most things, using the right tool for the job is crucial to the success of the project. I’ve heard of all manor of home brew mixtures being used as lubes to assemble engines, some of them quite creative, but ultimately if there is no way of predicting or calculating the resulting preload from the torque being applied, they’re risky to use. If you’re given a torque spec, it should always include the specs for the lube also. ARP’s reputation for quality, durable and reliable fasteners depends largely on whether those fasteners are installed correctly. We can’t really control the surface finish of the components that the fasteners are holding together, but we can control the surface finish of the threads that we produce and we can supply a lubricant that has a stable  friction coefficient. The lubricant has a very large effect on the resulting preload from a given torque value, so focusing on the lubes performance is key to success. We tested a lot of lubes in circulation out there and found that most of them didn’t control the preload over the repeated torque cycles that the components of an engine see during assembly. As a result, we decided to develop our own fastener assembly lube, in conjunction with a team of engineers / chemists. We also invested in and built a CNC load cell that allowed us to get repeatable results by eliminating some of the key variables, most notably the torque wrench operator. If you’re torque testing bolts all day, you’re going to get different results depending on several factors, most notably fatigue of the operator. The machine we built uses a DC motor driving through a torque / angle transducer and into an electronic load cell, all controlled by a software program that also records and plots the torque versus angle versus load relationship in a graph. Having repeatable / reliable results, was key to developing a lube that would give us a very predictable and repeatable preload for a given amount of torque. All that testing resulted in the ARP Ultra Torque thread assembly lube that goes into all the kits we sell, with instructions that give the torque figure for that fastener.
friction coefficient. The lubricant has a very large effect on the resulting preload from a given torque value, so focusing on the lubes performance is key to success. We tested a lot of lubes in circulation out there and found that most of them didn’t control the preload over the repeated torque cycles that the components of an engine see during assembly. As a result, we decided to develop our own fastener assembly lube, in conjunction with a team of engineers / chemists. We also invested in and built a CNC load cell that allowed us to get repeatable results by eliminating some of the key variables, most notably the torque wrench operator. If you’re torque testing bolts all day, you’re going to get different results depending on several factors, most notably fatigue of the operator. The machine we built uses a DC motor driving through a torque / angle transducer and into an electronic load cell, all controlled by a software program that also records and plots the torque versus angle versus load relationship in a graph. Having repeatable / reliable results, was key to developing a lube that would give us a very predictable and repeatable preload for a given amount of torque. All that testing resulted in the ARP Ultra Torque thread assembly lube that goes into all the kits we sell, with instructions that give the torque figure for that fastener.