The engine builders at Horsepower Research are intimately familiar with the LS engine and racing in general. so when an unnamed customer contacted them looking for one of the most serious Dart LS Next-based engines they could design, it was right in their wheelhouse. The customer requested an engine capable of withstanding the power from a pair of large turbochargers while ingesting alcohol fuel, and the HP Research team delivered exactly that.
Their engineering-based approach has been developed through years of experience building and testing with the LS platform, backed up by the development done by HPR’s lead builder, Erik Koenig, who spent time as an instructor at the School of Automotive Machinists & Technology.
This particular LS engine is constructed for what we suspect is a grudge-race drag car. Although we don’t know anything about its ultimate destination, HPR’s General Manager, Anthony Forney, was kind enough to share many details about its construction with us. The aforementioned LS Next iron block’s siamesed cylinder bores, super-thick decks, and big-power handling capabilities are well-documented here on EngineLabs; it was the perfect choice for a build of this caliber.
A billet crankshaft is virtually required to hold up to the ferocious combustion pressures and stresses in a twin-turbocharged, multi-thousand-horsepower engine, and Koenig chose to use a center-counterweighted (CCW) 4.000-inch-stroke piece from Bryant Racing to maximize performance. The CCW design brings the crankshaft’s mass closer to the center of the block; at high RPM with this power level and a non-CCW crankshaft, the rotational forces beat up the main bearings, and as the power level rises the problem only becomes worse. It makes the center-counterweight design mandatory to ensure engine longevity.
Based on their previous experience,Horsepower Research takes their optimization of the crankshaft’s design to the limit.
Measuring the amount of thrust is critical to ensuring there is just the right amount of movement to ensure adequate oil clearance, but the pressure from a big-stall converter behind a twin-turbo engine can easily create more pressure than the thin oil wedge can handle.
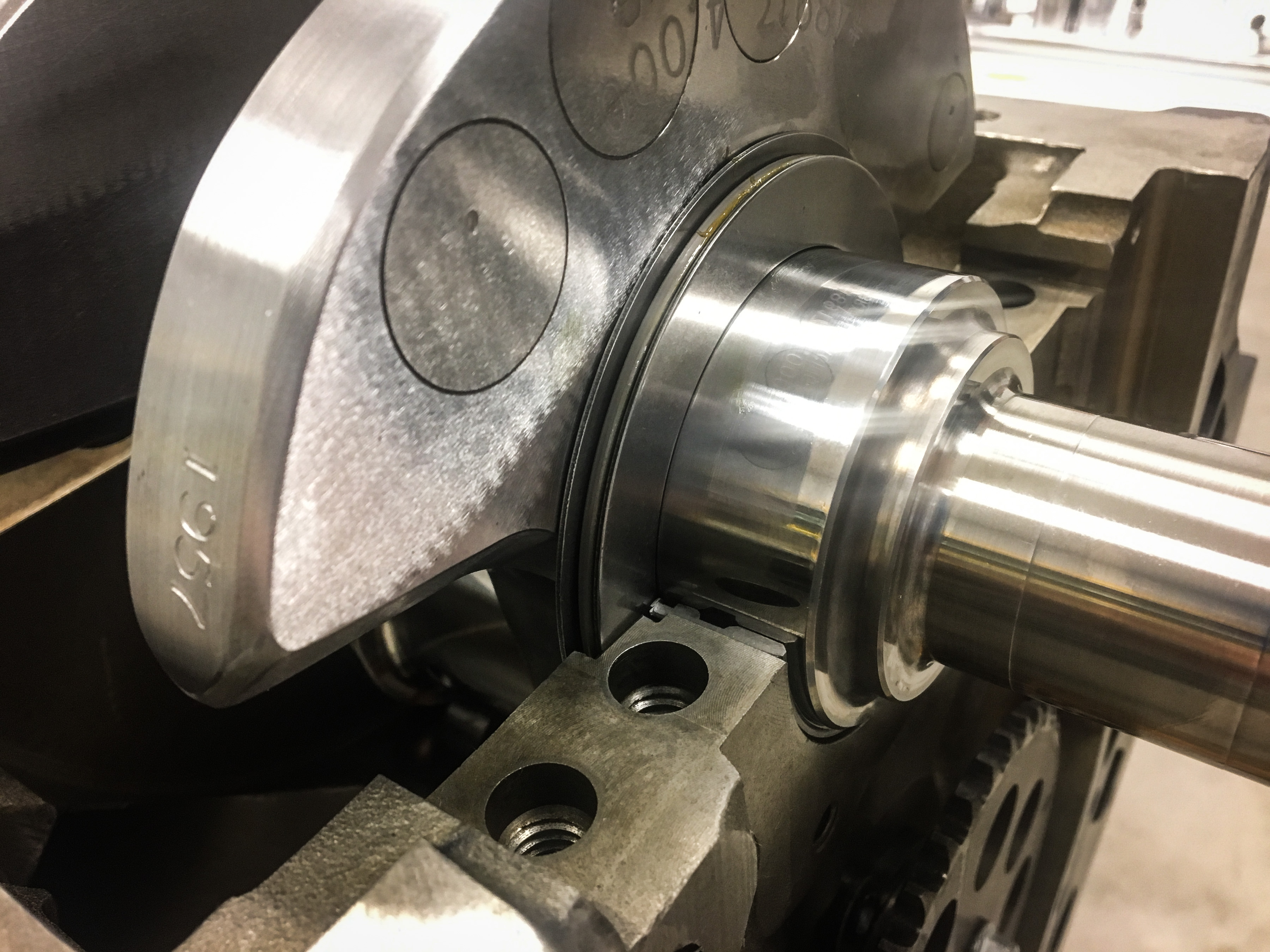
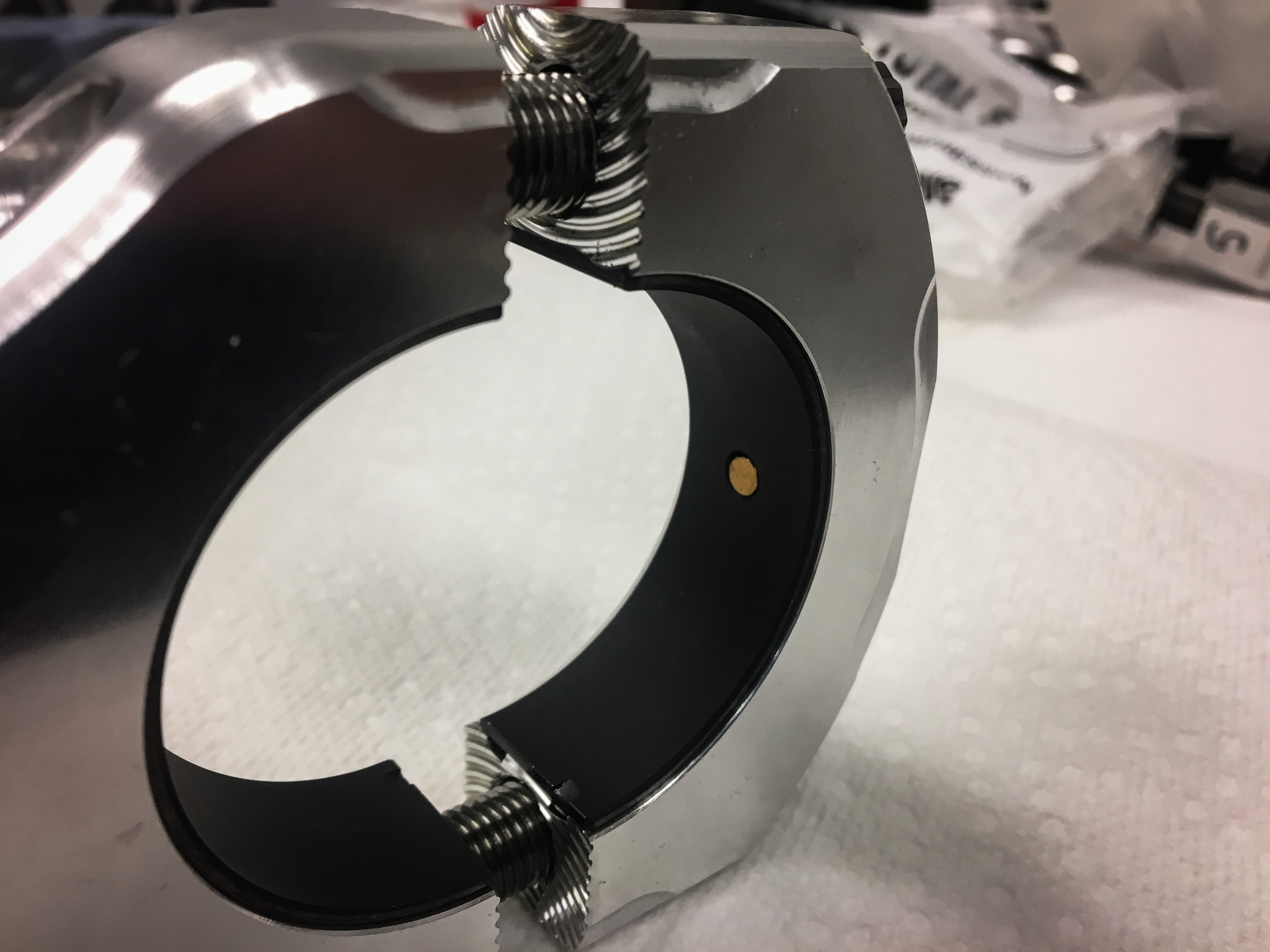
The Bryant billet steel crankshaft has been designed to use a Torrington roller bearing at the front main, which required special machining of the block and main cap to accommodate its positioning.
“All engines have some thrust pressure against them. This is one reason you need to take steps during the assembly process to measure thrust and make sure it is enough for your particular build process,” says Forney.
“While LS engines have five main bearings to support the crankshaft in rotation there is only one small surface to keep the crankshaft from moving too far fore or aft and damaged or spun thrust bearings.”
Koenig’s solution to the issue, developed with the assistance of fellow engine builder Brad Nagle, is to install a roller thrust bearing at the front main location. This is not as easy as just adding the bearing; the block must be machined to accept it. The bearing fits over the snout of the crankshaft and into the groove machined into the the back of the main when the crankshaft is installed. The rear of the main cap is also machined, and when the engine is assembled the Torrington-style bearing is sandwiched between the front of the crank’s first counterweight and the main cap. Its precise thickness provides assurance that the crankshaft can’t push forward and destroy the main bearing surfaces.
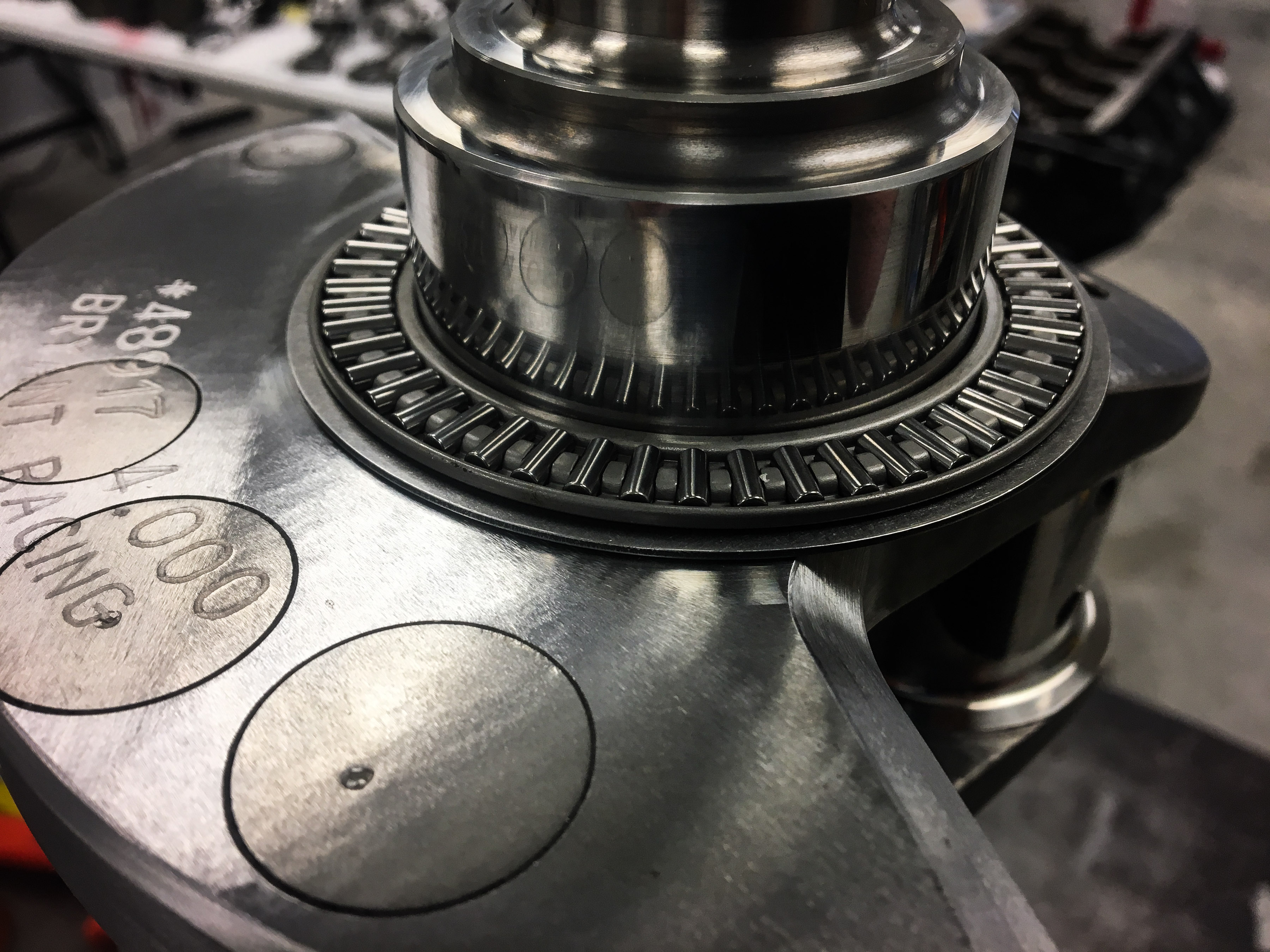
Another view of the bearing.
“In this build we felt the roller front thrust will give us the protection needed to not spin the normal thrust and keep clearances closer to normal as to not create an oil pressure issue,” says Forney.
The beefy front main in the LS Next block can easily handle the extra machining required to provide clearance for the roller thrust bearing. The use of this configuration does require the bearing clearance to be checked in both the standard thrust bearing location and the second location at the front main, but the larger reliability window is well worth the extra time and expense of installing the roller bearing.
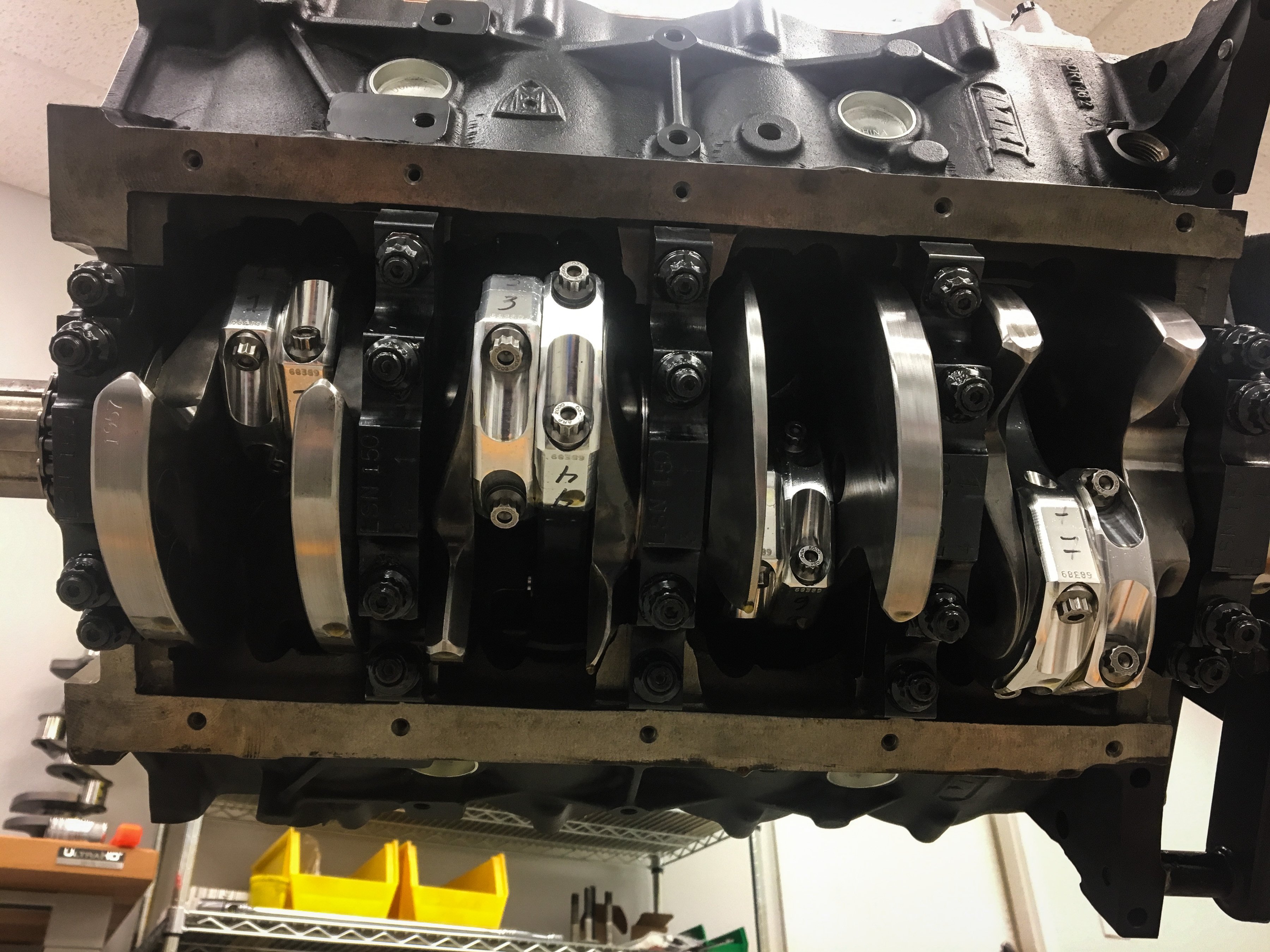
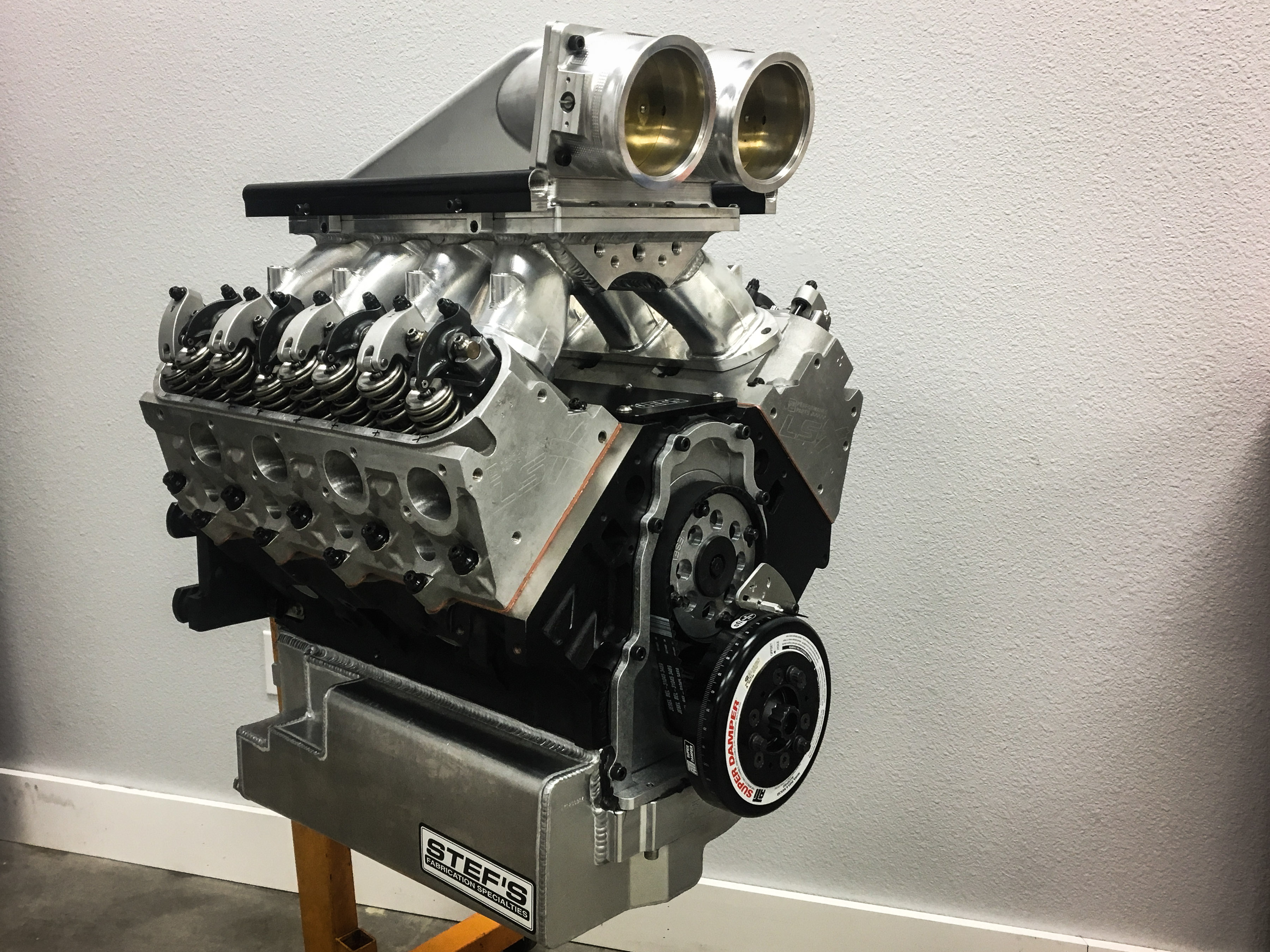
The bottom end of the LS Next block is stuffed full of goodies.
Selecting a rotating assembly to handle astronomical levels of power is key to the engine’s longevity, and with the crankshaft selection and modification out of the way, the team turned its attention to the connecting rods and pistons.
“You have design limitations as to the length of the connecting rod because the block is only so big and the stroke is going to factor into just how much room is going to be between the deck height and the crankshaft. With a higher boost engine that is going to produce a lot of cylinder pressure and heat your first concern should be a strong piston which will mean a taller compression height. Factor in the stroke, and you will find roughly what your choices are going to be. For standard deck height LS engines rod lengths generally run between 6.036-inch and 6.125-inch,” says Forney.

By manipulating the connecting rod length, the position of the piston pin can be moved down, which allows the upper and second ring land to be more robust to handle the high heat of a twin-turbo combination.
In this build, a set of GRP aluminum rods were chosen; billet aluminum connecting rods offer light weight, but also have a defined shelf life as the aluminum fatigues far more easily than steel. There is a definite maintenance interval here, which varies with the type of usethe connecting rod will see.
“We are using aluminum because it is light, strong, and less expensive for an engine that is torn down very often, so replacing them is not of a concern,” he explains.
Wiseco 2618-aluminum hard-anodized pistons and tool-steel big-block Chevrolet-sized piston pins ride atop the small end of the connecting rods. More often we are seeing builders choose the route of high-strength when it comes to their piston designs for all-out competition engines like this one and using full-round pistons for strength instead of slipper-skirt designs for light weight; the strength and reduced piston rock is deemed far more important to durability than removing a few grams of rotating weight. Pin buttons are used here for ease of disassembly.
The GRP connecting rods feature serrated caps to aid in reducing movement. Coated bearings help to ensure a smooth-running rotating assembly.
Close attention was also paid to the valvetrain. Stock LS lifters measure .842-inches in diameter, but HPR chose DLC-coated .937-inch Jesel lifters to provide more stability and larger roller wheels: .850-inch diameter versus the .700-inch-diameter stock dimension. The larger wheel slows the wheel’s speed on the face of the camshaft, reducing friction and heat in the process. Speaking of the camshaft, the 60mm core carries – yep, you guessed it — undisclosed dimensions, which have been tailored to the engine’s operating range. The high spring pressures required to control the valvetrain in this engine had Koenig select a Jesel belt drive, partially for its excellent ability to control camshaft timing and partially for its ability to act as somewhat of a shock absorber for the valvetrain.

Two pieces you often see on builds of this caliber — a Jesel belt drive, and an ATI Super Damper.
Cylinder heads are Chevrolet Performance Parts LSx DR six-bolt-per-cylinder castings which have been tuned up by Greg Good and then assembled by HPR. One notable trick: due to the high heat this engine will see on the exhaust side, HPR opted to use steel exhaust valve guides there to complement the bronze intake valve guides. No valve seals are installed. In lieu of the seals, a small o-ring is used on each valve stem to help seal the valve while still allowing in a small amount of oil to help keep the valve stems cool and lubricated. Solid titanium valves are used in both intake and exhaust ports.

Just a small comparison for you — these ports are not small in any way, shape, or form. It takes a lot of airflow to make 3,000-plus horsepower.
Monstrous triple springs from PSI use seat pressure over 450 lb-in and open pressure which can exceed 1,200 lb-in. The stiffness of the spring is directly related to the high-RPM, high-boost nature of the engine, as controlling the valvetrain is absolutely crucial. Copper gaskets, an o-ringed block, and ARP hardware is used throughout the top end of the build.
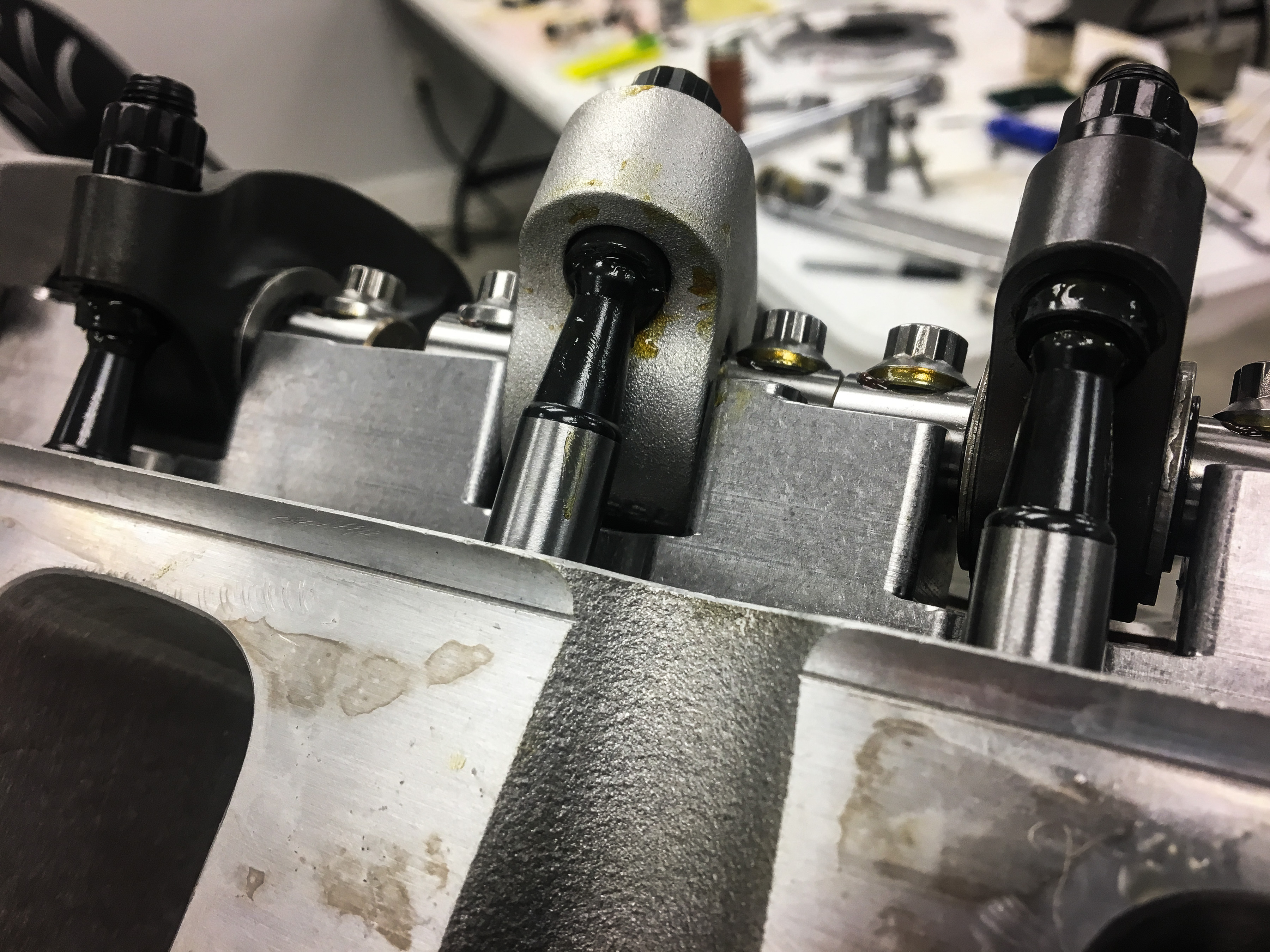
Steel intake rockers, aluminum exhaust rockers, stout pushrods, and a glimpse of the corner of a monstrous port required to flow 3,000-plus horsepower worth of air.
Jesel rockers are used, with aluminum 1.8:1 units on the intake side and steel 1.8:1 rockers on the exhaust side. Opening the exhaust valve against significantly-higher cylinder pressures means the stronger steel rocker is required in this application.
The ancillary parts to keep the engine alive are as top-shelf as its innards. One of Peterson’s six-stage dry sump oil pumps drains the oil from a one-off custom Stef’s oil pan. A Rage Fuel Systems 1400-series fuel pump has been selected to supply the large quantities of fuel required by the alcohol-injected engine, and Billet Atomizer 700 lb-hr fuel injectors are plumbed into the manifold with uses a pair of round throttle bodies to ingest the air from the twin turbochargers — which themselves are of undisclosed dimensions.
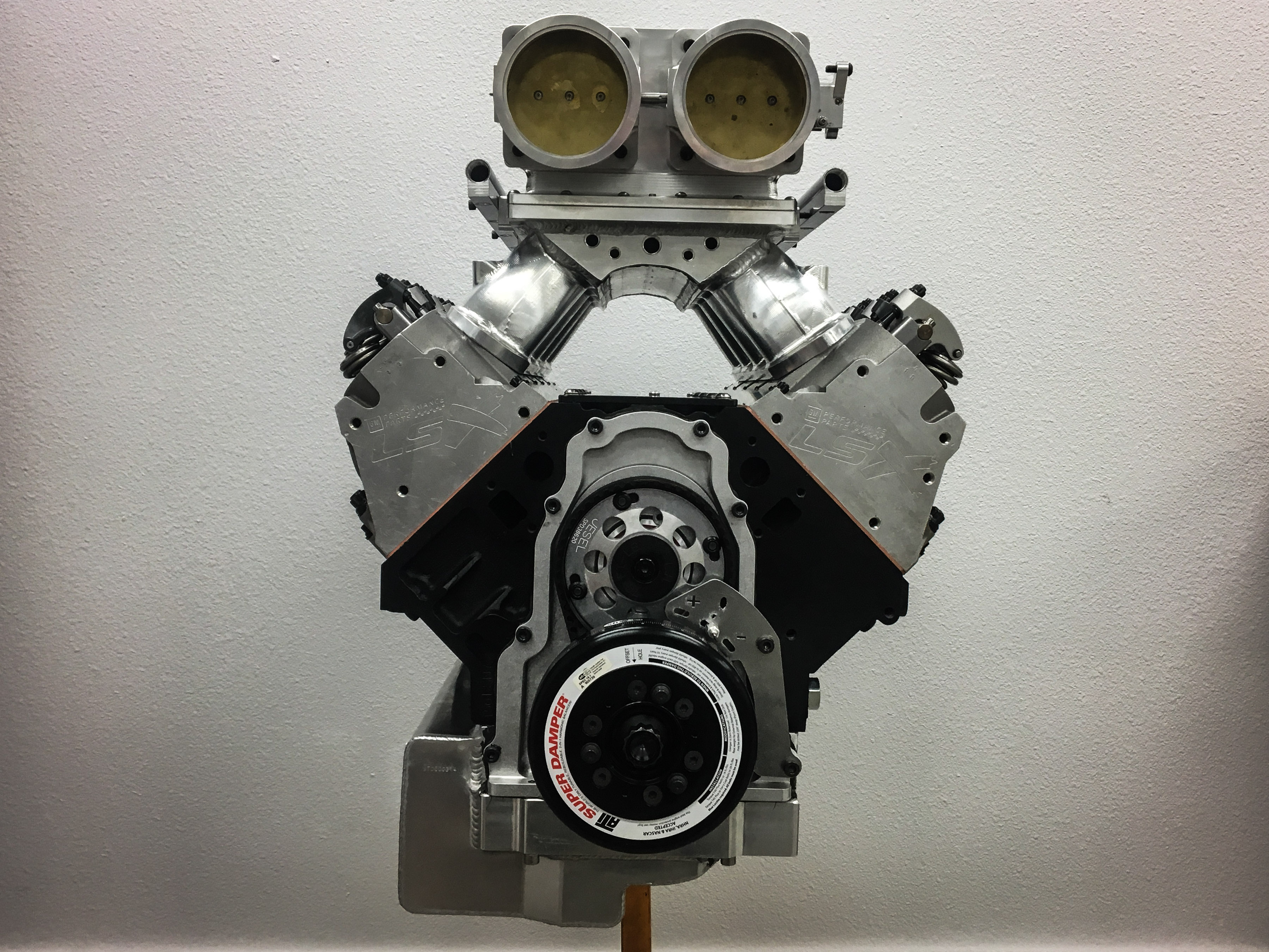
Need we say more?
“While we did not go into detail on the cam specs, RPM range, head flow numbers, all of these are important to work together. The part you do not see is the time it takes to design and assemble something like this. Now it is up to the car builder to finish up the accessories and install,” says Forney.
One thing is for sure — this is one of the baddest LSX engines we’ve seen yet!