A compelling insight into how NHRA Pro Stock racing became so competitive and secretive following the transition to 500ci engines is offered in the current issue of Elapsed Times, now on the newsstand. Through a 17-page story titled, “The Rat that Roared,” author Rick Voegelin follows the odyssey of the original 500ci  big-block Chevy built by Reher-Morrison Racing Engines that powered Lee Shepherd’s second- and third-generation Camaros to the respective NHRA Pro Stock titles in 1982 and 1983. In addition, the one-of-a-kind, radically machined cylinder heads were swapped onto a 615ci engine to win the 1983 IHRA Pro Stock crown.
big-block Chevy built by Reher-Morrison Racing Engines that powered Lee Shepherd’s second- and third-generation Camaros to the respective NHRA Pro Stock titles in 1982 and 1983. In addition, the one-of-a-kind, radically machined cylinder heads were swapped onto a 615ci engine to win the 1983 IHRA Pro Stock crown.
Even though the engine changed hands numerous times over the next 30 years, it remained virtually intact. When NASCAR mogul Rick Hendrick acquired the original championship-winning 1981 Reher-Morrison & Shepherd Camaro for his collection, his good friend and well-known drag racer Roy Hill just happened to own the engine. Hill presented it as a gift to Hendrick, who then asked Reher-Morrison to rebuild and dyno test the bullet before it was reunited with the restored Camaro.

Reher-Morrison modified the short-deck Chevrolet marine block with debris screens epoxied over the oil drainback holes and O-rings in the decks.
Again, Voegelin provides an exhaustive history on both cars and follows the curious wanderings of the engine. He explores the racing climate when NHRA eliminated its complex engine-body weight-break formulas and settled on 500ci with a 2,350-pound minimum vehicle weight. He also outlines the options David Reher and Buddy Morrison had in those days and the strategy that led them to perform radical surgery on a rare set of solid (no water jackets) GM cylinder heads first developed for alcohol engines. Reher and machinist W. O. Simpson drilled out coolant passages and sealed up the heads with a bolt-on faceplate on the exhaust side before Shepherd, who handled the team’s cylinder head work, shaped the ports and combustion chamber to his liking. Additional details and closeup photos in Voegelin’s story cover other parts of the build, including intake manifold fabrication, block prep and the rotating assembly. Finally, there’s a dyno test in which the refurbished engine was cranked to 8,500 rpm and pulled 1,042 horsepower — virtually the same power it made in 1982, according to Reher.
Even with all the facts and photos, the story easily triggers additional questions from hardcore gearheads, like those at EngineLabs. So, we contacted Reher and asked away, hoping he’d enlighten our readers with more insight into this captivating story about one of the true milestone engines in the history of racing. Following are David’s answers, and along with a few photo outtakes from Voegelin’s extensive research.

David Reher and machinist W. O. Simpson drilled coolant passages in the solid cylinder head castings, using welding rods and wire to make sure that the holes intersected. The water pockets were concealed by aluminum port plates.
EngineLabs: What range of compression ratio and cam timing did R-M utilize on that engine?
Reher: The compression ratio was 15.5:1 in the 500ci NHRA engines, and around 17.2:1 in the IHRA motors. Back then we ran VP C14 in the ‘little’ motors, and C16 in the ‘big’ engines. Camshafts were pretty conservative by today’s standards. We ran a 288-degree intake lobe and a 312-degree exhaust lobe. Lobe lift was .485-inch and we used stud-mounted Crane 1.8:1 ratio aluminum rocker arms.
EngineLabs: Can you estimate the number of man-hours needed to modify those solid heads?
Reher: No, I really can’t. Buddy, Lee, and I talked about the idea of using solid heads when were driving back to Texas after the NHRA World Finals. We worked on the castings for weeks before we got to the point that Lee could port them. Putting in the water passages was all done by hand – we stood there at the mill, lined up drill bits, and tried to visualize how it would all work. We didn’t have blueprints or a plan. We finally decided to cut off the exhaust side of the head, bisecting the valve cover hold-down holes. I oversaw the solid head project, and W. O. Simpson ran the machine. Initially we hadn’t planned to have pockets for the water in the heads and plates, but then we realized that we could machine them between the ports. The project just kind of went along until we said, “That’s enough.”
EngineLabs: The dyno run on the championship-winning 500ci engine ended at 8,500 rpm, but what kind of shift points did Lee hit in those days?
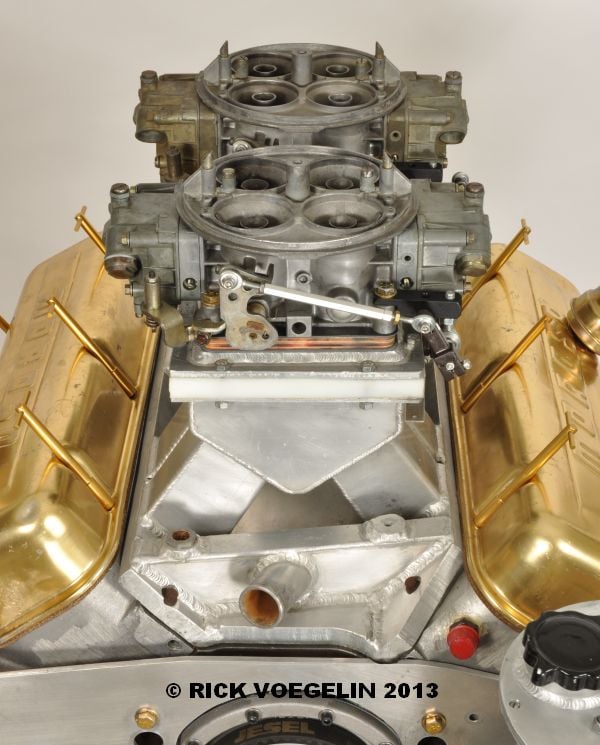
Passages drilled in the solid heads fed a water cross-over in the fabricated aluminum sheetmetal intake manifold.
Reher: You have to remember that we raced those engines before there were data loggers and computers, so that’s an open question. If you compute the gear ratios and the tire growth that the Goodyear people provided, the shift points were typically between 8,500 and 8,800 rpm. Lee didn’t shift by the tachometer; he pulled the lever when he felt the car start to nose over. He had a real good feel for what the car was doing. The way we used to set the clutch, we’d back off the pressure until Lee said it was slipping a little going into high gear. He’d say, ‘It’s still hitting pretty hard on the gear change,’ and we’d back some more clutch out. We relied 100 percent on what he told us.
EngineLabs: A new engine was built for the ’84 season. How was it different than this one that ran in ’82 and ’83?
Reher: After we won those championships, Chevrolet started to pay more attention to us. They let me go to the Winters foundry in Akron where the big-block aluminum heads were cast. They brought out all of the big-block head casting cores, and I sat there with files and scraped the cores to put the metal where we wanted it. The result was a head with deeper valve bowls and the port walls moved over. That design eventually became the Bow Tie big-block head that made our solid heads obsolete. By 1984 we also had the new Bow Tie blocks, which were much better suited for Pro Stock than the marine blocks we’d used previously. The Bow Tie blocks were stronger and their cylinders were thicker. We went from running 4.530-inch bores to 4.600 and 4.625-inch bores. The larger bores also allowed us to use bigger valves. That first 500ci engine had 2.350-inch intake valves, but by 1984 we had 2.400-inch valves.
EngineLabs: What were some of the innovative “little” tricks R-M did back then to boost power or reduce friction?

The championship-winning Pro Stock engine in 1982-83 used stud-mounted Crane aluminum rocker arms. The stud girdle was modified to accommodate relocated valve centerlines.
Reher: We back-cut the top and second piston rings to reduce friction and drag. A stock ring had a .210-inch radial thickness, and we machined them down to .150-inch. The thinner rings used a shallow groove, so we could move the top rings closer to the piston deck without breaking into the valve pockets. We did the same thing to the second rings, back-cut them and ran them in shallow grooves. Eventually Speed Pro made .170-inch rings available from the factory. We also worked on the oil pans to reduce windage losses. Leo Klarr, a Super Stock racer from Mississippi, really opened our eyes to pan designs. We were running the standard Moroso/Jenkins-style pan, but Leo told us he had a better design, which was basically a big box to get the oil away from the rotating assembly. We found the bigger the box, the better the engine ran.
Buddy Morrison wanted to test an engine without an oil pan. I didn’t think that was such a good idea, but he convinced me that we really needed to do the test. So we taped plastic engine bags on the walls of the dyno cell, put the oil pump pickup in a bucket filled with oil, and made a dyno pull. That also made quite a mess! That test sure showed us where the oil went. So we took that design to Dick Moroso and asked him to make big-box oil pans for us.
EngineLabs: What was the key to keeping the cylinder head a secret? Didn’t anyone notice the plates?
Reher: Of course everyone saw the port plates, but they didn’t know what they were really looking at. The Cleveland Ford engines in Pro Stock used plates to raise the exhaust ports because the cast ports turned down so abruptly that they exited below the valve seats. When we put plates on our big-block heads, people just assumed that we’d raised the exhaust ports. We also drilled the solid heads so that the water exited through the stock water cross-over in the intake manifold, just like stock heads. We wanted the solid heads to have a 100 percent stock appearance. It was a lot of work to drill the heads to make that work, but we didn’t want to put lines in the ends of the heads for the water outlets.

A comparison between a 1982 Pro Stock piston (left) and a contemporary piston highlights dramatic differences in dome height, skirt length, and ring package.
EngineLabs: It’s remarkable that the engine block, crank and heads lasted two full seasons, let alone survived 30 years. Was there ever any racing “incident” that threatened a blown engine while running for the championships?
Reher: We never had a catastrophic failure with a 500ci engine. We were pretty careful, and we looked at that stuff a lot. We frequently took the engines apart at the track because the heads had so much welding that the valve seats would leak. We’d touch them up at the track. In fact, we had a valve facing machine and all of the equipment to grind valve seats in the trailer. The only problem we had was when we cracked the back of the block in our best 500-inch engine. It cracked from the rear main seal to the cam. We did a replacement block, but it just didn’t run as well. The new block was off 20 horsepower, and we couldn’t figure out why. We took it apart two or three times, we tested the block hardness, we tried different hones and stones – nothing helped. So we took the original block, put it in the mill, and surfaced the back of the casting where it had cracked. Then we bolted on a plate, drilled and reamed it for small-block head dowels, and drove in the dowel pins. Then we drilled and tapped the block for a longer rear main stud. We put the engine back together, ran it on the dyno, and it ran better than ever. Eventually Chevrolet added more material to the rear bulkhead when they made the Bow Tie blocks, and that cured the cracking problem.