George Bryce of Star Racing drew the biggest crowd following his presentation at AETC, as engine builders asked followup questions.
Consider the following engines that run in NHRA Pro Stock and Pro Stock Motorcycle: 500 ci GM V8 with a 1.322:1 bore/stroke ratio; 160 ci Buell V-twin with a 1.323:1 bore/stroke ratio; and 112 ci Suzuki four-cylinder with 1.327:1 bore/stroke ratio.
“They’re all the same bore/stroke ratio but the engines are so dissimilar,” says George Bryce of Star Racing, who gave one of the most engaging and advice-filled presentations at the recent Advanced Engineering Technology Conference (AETC) held before the PRI show. “I didn’t build or design those engines. That’s how they ended up to qualify on the pole. That’s how they ended up running in front. They got to that bore and stroke ratio a hundredth or tenth of a second at a time.”

Comparison of big-bore pistons, depending on the application.
A self-confessed horsepower addict, Bryce spoke on the dynamics of big-bore engines, emphasizing what many in the room already profess, but spicing the discussion with power tricks learned over nearly 40 years of engine building.
“It took a while to get the industry to think big. I believe with all my heart, we need the biggest bore we can get,” says Bryce. “If it wasn’t true, we’d be racing engines with 2-inch bores and 6-inch strokes.”
Why go with the biggest bore possible? Because it allows for the biggest valve possible. A big bore can certainly unshroud the valves. Need proof? Flow a cylinder head with the appropriate bore fixture, then switch to one a half-inch larger.
“It almost always flows more,” says Bryce.
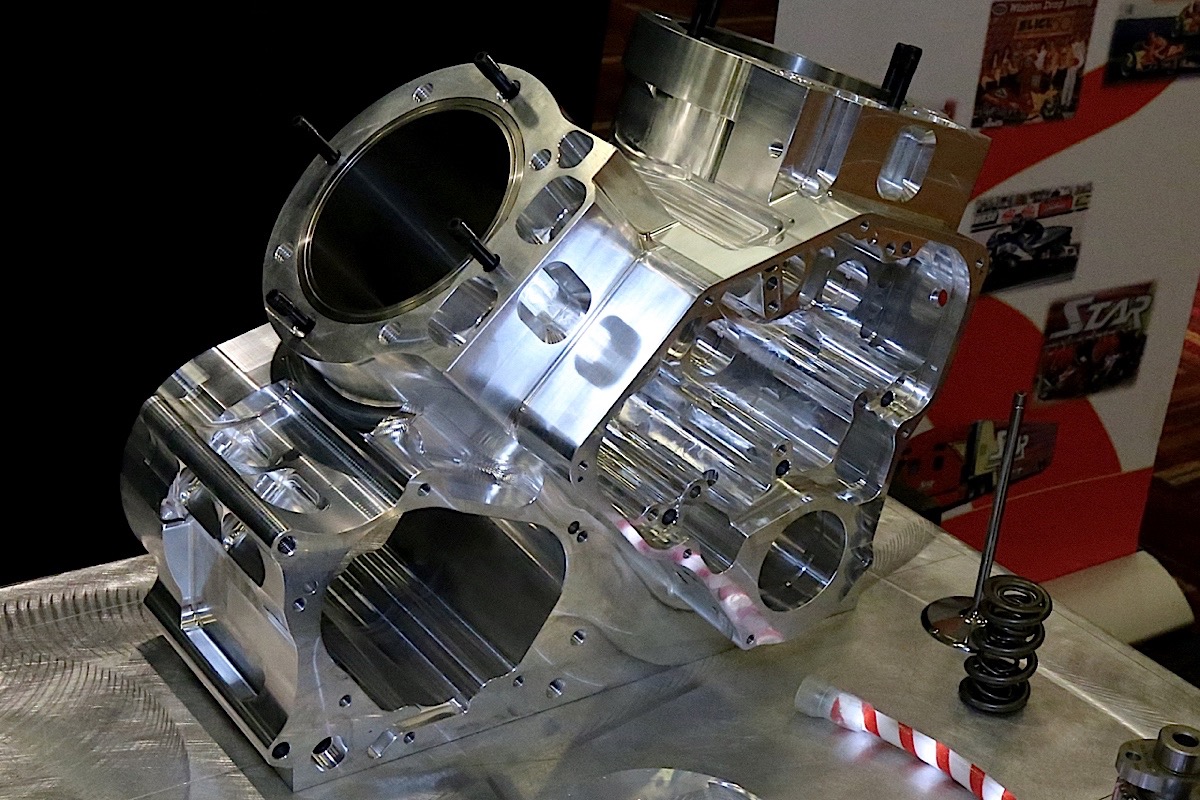
S&S Cycle handled the machine work on this V-twin block.
Rod length doesn’t really enter into the equation after determining stroke to meet either the rules or fit within the cylinder block confines.
“Rod length [to stroke ratio] can be between 1.5:1 and 2:1 and I’m happy,” says Bryce.
Bryce’s main venue is quarter-mile motorcycle drag racing, so he’s interested mostly in WOT, high-strung horsepower.

Bryce giving his presentation at AETC.
“If you ask how much torque our racing engine has, I have no idea,” says Bryce, adding it’s been a long time since he’s compared dyno torque numbers with others in the industry. “Peak torque, it’s below my operating range. If I geared and shifted a motorcycle engine to suit the torque peak, I wouldn’t qualify. We have more power the higher we rev it, if the parts are stiff and strong enough to handle the RPM.”
Bryce offered an eye-opening historical insight when he recalled his first Racepak with the paper-stripe printouts while running a 12,000 rpm Suzuki in the mid-’80s. Included was a histogram of the RPM and time.
“I spent the most of that run at this RPM and the least amount of time at this RPM,” remembers Bryce. “It was a nice bell-shaped curve. I said, I’m not turning this engine high enough. I’m shifting it and leaving horsepower on the table. We picked up a tenth that day just from the histogram.”

Bryce cautions against selecting a ring with too little tension as it may loosen up with each run. ‘Make sure you don’t start off too low and end up being a smoker,’ he warns.
Getting back to big-bore dynamics, Bryce says the limiting factor is most often is simple real estate, with bore spacing the crucial dimension.
“Head gasket sealing area is very important,” he stresses. “If you’ve got the pistons too close together you can’t seal them off. If you’re boosted, you have a head gasket situation, so make sure you give yourself enough area.”

Chart from Total Seal used during Bryce’s presentation that demonstrates where combustion pressure can get by the ring.
Advancements in piston design have helped engine builders improve durability and has also given them options such as center balance and ring-stack placement to suit their needs. One trick that often gets overlooked is gas porting. Gas ports will quickly bleed off pressure behind the rings, so there’s less friction to overcome, according to a graphic offered by Bryce. Engine builders can also use thinner rings with less radial tension.
“People say you can’t use gas ports in a [NASCAR] Cup engine because they’ll clog up,” questions Bryce. “If you gas port vertically, it will make more power until it does clog up. Might be 400 miles, might be 300 or it might not. But it will sure make horsepower, and it’s free.”

Too vertical or steep of a cross-hatch angle can create excessive blow-by. Also, there could be high ring rotation speeds that could lead to ring end gaps aligning on the piston.
Bryce says that problems with the gas ports plugging was more of a concern in the early days, but today’s engines have more sophisticated oil-control features and lighter synthetic oils that help keep the piston tops clean.
Two rather dominating subjects came up often during Bryce’s presentation: ring seal and crankcase vacuum.
“You’ve got the best, highest-flowing cylinder head, and if you’re blowing the rings you’re leaving a lot on the table,” promises Bryce.
Ring seal is directly related to the surface finish of the cylinder.

Too flat or shallow of a cross-hatch angle may create oil-control problems because the oil is pushed sideways, not down the cylinder. It can also create excessive blow-by as a flat angle causes ring chatter during their travel.
“Ra (the roughness average as measured with a profilometer) doesn’t help us anymore. Now we look at Rpk (reduced peak height). And Rvk (reduced valley depth) is very important in high-load, high-RPM engines,” says Bryce. “It’s the valley in the cross hatch that holds the oil for us. And the higher load and RPM, the more oil we’re going to need for the skirts and rings.
“I think [cylinder honing] is an art,” continues Bryce. “Might be a black art, but I think it’s a secret that everybody has their own formula.”
Bryce offered this strategy:
- Start with a 220 grit to create valleys for the oil. Hone within .002 to .003 of the final bore.
- Follow up with a 280-300 grit to within .001 of final bore. Bryce says this step helps eliminate the peaks but maintains the valleys.
- Use a 400 grit to hone to within .0005 of final bore.
- Finish to size with a 600 grit.
Regarding break-in oil, Bryce has tried different game plans, starting with using break-in oil, even qualifying with it, then switching to light-viscosity race oil for the eliminations. And he has also started the weekend off with race oil on the new rings and cylinder.
“It hauls butt,” claims Bryce. “So I’ve done it both ways. I think it’s more thorough and more efficient to do the break-in oil, especially if you have the time and want to document it. But we’ve been successful by skipping that step. And I think it’s because we do such a great job with the cylinder finish, the rings and pistons. It’s going to seat in if it’s got the right finish, regardless of your oil.”
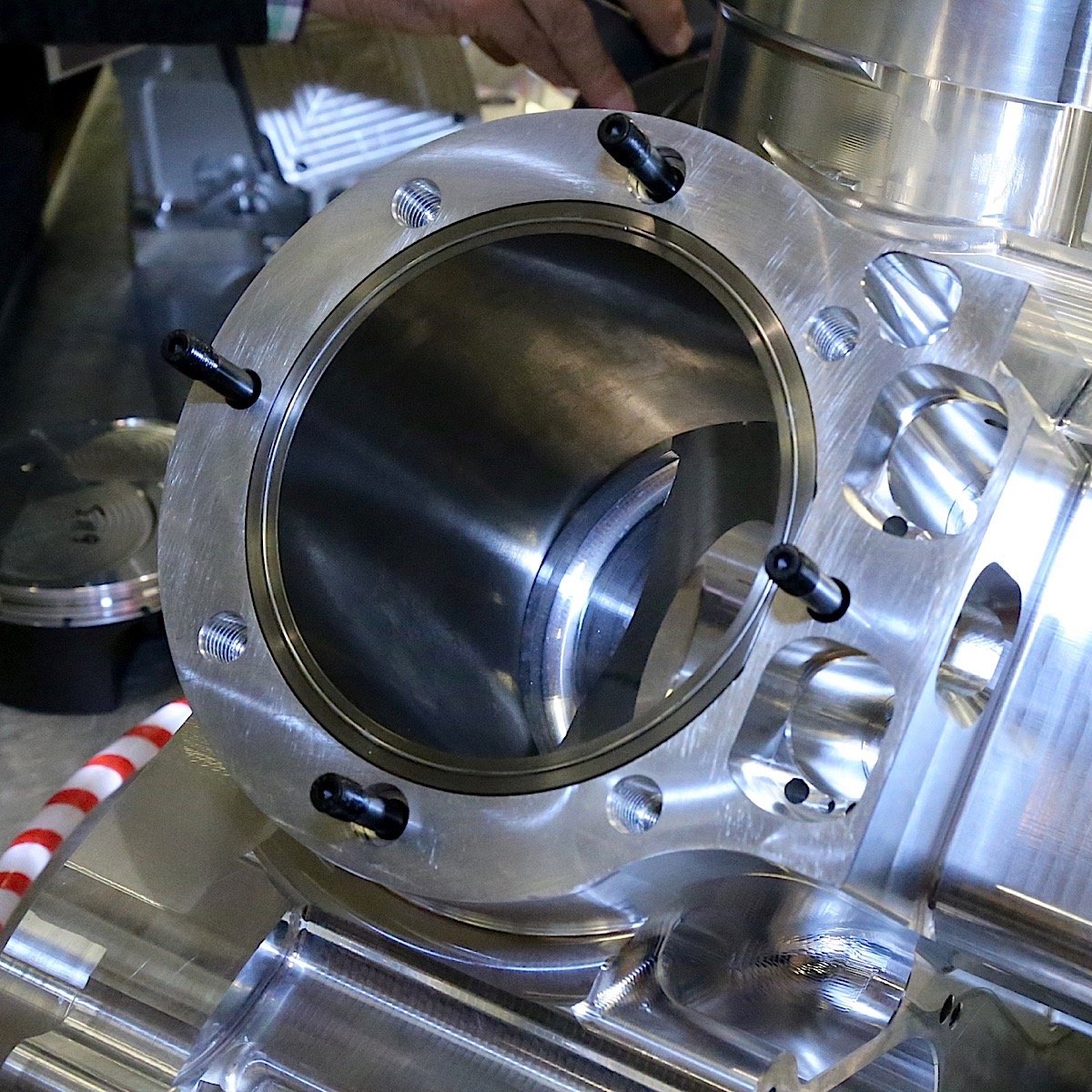

Views of a Pro Stock Motorcycle V-twin block with a bore over 5.1 inch.
When ordering pistons, Bryce recommends an accumulator groove between the first and second rings.
“Ten years ago it was something we never talked about,” says Bryce. “Your top ring is going to leak at some RPM, when the piston stops and ring keeps going because of the g-force. Pressure is going to get by that top ring and unset the second ring. If you let pressure build on top of the second ring, it will lift the top ring off until you get control of that top ring. The groove accumulates the pressure between those rings, and it’s free.”
Amplifying that point, Bryce touts the benefits of a light top ring.


Other parts designed for the big-bore V-twin.
“We turn enough RPM that the top ring will come loose from the piston,” he says. “If the ring weighs more, it keeps going when you get to TDC. If the ring keeps going and piston stops, ring seal goes in the tank, literally. Your combustion pressure goes in the lower end. We want to run really light rings.”
But there’s a compromise:
“[The ring is] the only thing that cools the piston, other than squirters from the bottom,” adds Bryce. “If we have thick rings we transfer a lot of heat. Really thin rings and we struggle with transferring the heat.”
Bryce is also a strong advocate of vacuum pumps, and discounts myths heard around the pits or found on Internet forums.
“Has anyone ever lost a wrist pin because of a vacuum pump? You heard not to turn the vacuum pressure over 15 inches because it will suck the oil off your wrist pin?” he questions with a slight hint of sarcasm. “I’ve read that.”
Bryce theorizes that when vacuum pumps first appeared in drag engines, the trend toward lighter parts had racers using the thinnest wrist pins possible.

Example of a 4-valve, 4-cylinder motorcycle cylinder head
“When they put the vacuum pump on, the ring seal stayed connected at such a high RPM that we were able to go a 1,000 rpm past peak horsepower,” suggests Bryce. “When we went past peak horsepower for the first time, we outran the pistons, the pin bore and the rod small ends. And yeah, it outran our wrist pins, and we blamed it on the vacuum pump. You will burn a wrist pin when it doesn’t stay round, whether you got a vacuum pump on it or not.”
That history lesson echoed another trend reversal that engine builders have recognized.
“You have to have stiff parts,” stresses Bryce. “Our pistons are stiffer and heavier. Our wrist pins are stiffer and heavier. The valve heads we use are stiffer and heavier. As an industry, we went light, light, light, then too light, too light and oh, crap! Now we’re going back to stiffer, heavier parts. We can turn more RPM and have more control.”
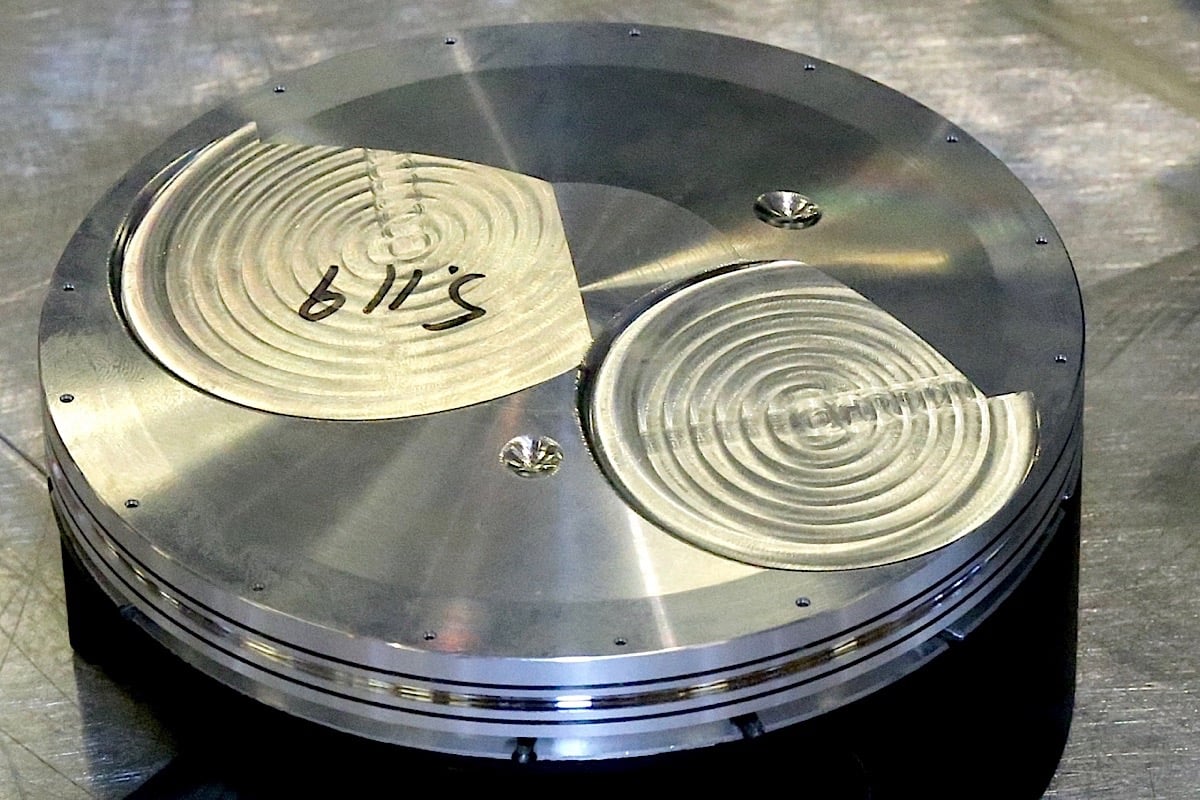
Close-up of big-bore V-twin piston.
As as example, Bryce recalls when all Pro Stock teams were running aluminum rods to save weight. One team made the move to steel rods and added 200 grams to the bob weight.
“Today, today everyone is running steel rods because you make more power and go faster. You can run closer piston-to-head clearance,” says Bryce.
One closing thought. Bryce stresses that the above information is strictly his way of thinking and approaching horsepower gains. But there is a caveat.
“My beliefs are good for five days,” he cautions. “Because they change every week.”